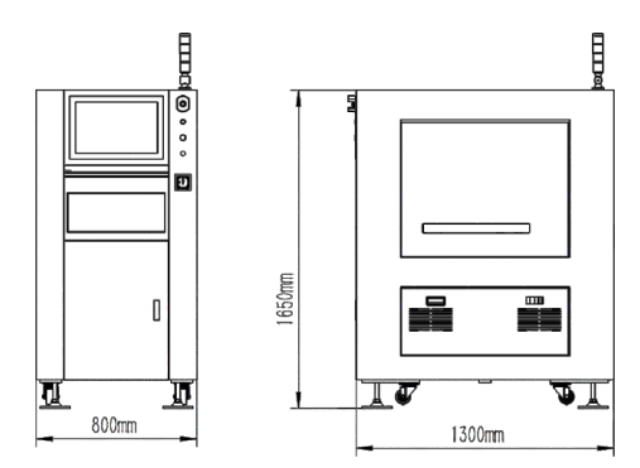
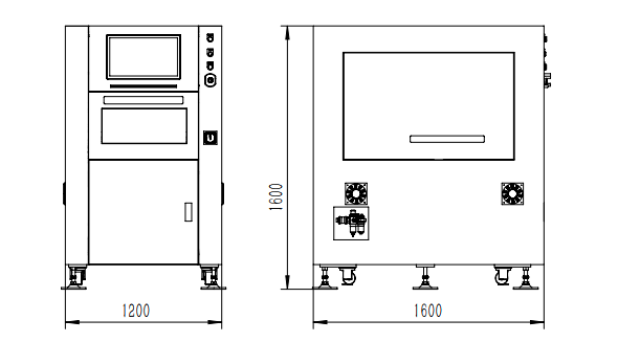
- 品牌
- GDK
- 型号
- D1
- 类型
- 全自动高速点胶机
全自动点胶机使用时的要点
启动机器前,检查电源和电压是否稳定。开机后,应该注意机器是否发出异常噪音。
1.打出胶点的直径是到产品间距的一半,贴完产品后胶点的直径应为胶点直径的1.5倍
2.点胶压力背压过大就容易造成溢出和胶水过量问题;如果压力太小将会有间歇的点胶和泄漏,从而造成缺陷。可根据相同质量的胶水结合工作的环境温度来选择压力。环境温度太高会降低胶水的粘度并提高其流动性。
3.实际上,针的内径应该是胶水分配点直径的1/2。在打胶时,点胶的针头要根据电路板上焊盘的贴服尺寸来进行选择针头大小,不同尺寸点胶的焊盘要选择口径不同的针,从而可以保证打出的胶点的质量,可以提高生产效率。
4.针距印刷电路板不同的全自动点胶机使用不同的针,有些针有一定的停止度。针头需要在每次工作开始前做一下与焊盘的高度校准,也就是Z轴的高度校准。
5.胶水温度一般环氧胶水应储存在0-5℃的冰箱中。要使用时需要提前半个小时取出,使胶水可以完全符合工作需要温度。胶水在使用时的温度需要控制在23℃-25℃;周围温差变化对胶水的粘度会有很大影响。如果温度过低,胶点会变小,并会发生拉丝。环境温度相差5℃将导致分配体积发生50%的变化。 点胶机的正确安装方法。罗湖区自动化点胶机设备价钱

瞬干胶白雾现象成因及解决方法
什么是瞬间胶
主要成份是α-氰基丙烯酸酯胶,它是一种单组分、低粘度、快速固化胶粘剂(即干得很快的胶水),可以快速接着,使用方便。在瞬干胶使用过程中,经常会出现白雾、结霜等现象,容易污染产品表面,破坏美观。
什么是瞬干胶白化
瞬干胶的成分是氰基丙烯酸粘合剂,当氰基丙烯酸酯分子部分挥发之后与周围环境中的水分发生反应并落下、遗留的白色粉状残留物(单体挥发的蒸气和水分产生低聚合物是白色的),我们称之为白化或结霜。
瞬干胶白化现象成因
1、瞬干胶用胶量过多,很容易导致白化现象;
2、使用环境通风不足,容易形成白化;
3、使用瞬干胶之前,粘接产品表面未做处理,有湿气或者灰尘;
4、瞬干胶针对不同粘接面固化时间是不一样的,胶水还在反应中未完全固化,很容易出现白化现象;
5、常见的人为原因:操作人员手出汗。
如何避免瞬干胶白化现象
1、根据不同的粘接面控制胶水的用胶量,条件允许建议选用自动化点胶机来控制胶量;
2、加强通风,可用辅助风扇,减少白化;
3、做好瞬干胶使用前的准备,对粘接面做好表面处理;
4、搭配使用瞬干胶促进剂,加速固化;
5、使用低气味低白化瞬干胶水,不易挥发,所以白化的现象也可以降低。 罗湖区自动化点胶机价格行情如何选购点胶机在购买点胶机之前,首先需要弄清的事情。

使用点胶机有哪些应该注意的事项?
在点胶机行业中,生产中容易出现以下问题,比如胶点大小不匹配、拉丝、胶水浸染焊盘、固化强度不好易掉片等。解决这些问题应整体研究各项技术工艺参数,从而找到解决问题的办法。
①点胶量的大小根据工作经验,胶点直径的大小应为焊盘间距的一半,贴片后胶点直径应为胶点直径的1.5倍。这样就可以保证有充足的胶水来粘结元件又避免过多胶水浸染焊盘。点胶量多少由螺旋泵的旋转时间长短来决定,实际中应根据生产情况(室温、胶水的粘性等)选择泵的旋转时间。
②点胶压力(背压)目前所用点胶机采用螺旋泵供给点胶针头胶管采取一个压力来保证足够胶水供给螺旋泵(以美国CAMALOT5000为例)。背压压力太大易造成胶溢出、胶量过多;压力太小则会出现点胶断续现象,漏点,从而造成缺陷。环境温度高则会使胶水粘度变小、流动性变好,这时需调低背压就可保证胶水的供给,反之亦然。
③针头大小在工作实际中,针头内径大小应为点胶胶点直径的1/2,点胶过程中,应根据PCB上焊盘大小来选取点胶针头:如0805和1206的焊盘大小相差不大,可以选取同一种针头,但是对于相差悬殊的焊盘就要选取不同针头,这样既可以保证胶点质量,又可以提高生产效率。
快速了解UV光学胶
触摸屏目前是UV光学胶的较大单一应用。触摸屏中的UV光学胶有3个功能:粘接、增加透光性和提高抗冲能力,需要满足严格的性能要求,包括颜色、耐候和环境稳定性、电器性能、光学性能等。
触摸屏贴合涉及的粘接材质主要有:玻璃、ITO导电层、PET、 PMMA、PC等。当触摸屏采用蓝宝石用后,为提高透光性将需要更高折射率的UV胶。目前用于触摸屏的有液态(LOCA)和固态的(OCA)光学胶,前者用程序控制点胶机点胶,盖上玻璃盖板、流平和充满后透过盖板固化,具有填充性好、施胶方便的优点,但需要做溢胶清理;OCA是无基材的双面PSA,上下都是离型膜,使用时先去除轻离型膜进行贴合,然后去除重离型膜再与另一粘接面贴合。
早先的触摸屏采用的液态胶是热固化,生产过程长,效率低,现在已经全部转变为UV固化胶。目前的OCA还是采用传统的溶剂型胶经过涂布、干燥、热交联工艺生产,烘道长,灰尘等引起的瑕疵多。改用UV固化工艺将提高生产效率、降低设备投入和生产成本。 全自动点胶机使用时的要点!

机械装配通用技术规范4
直线轴承的装配
1 组装前,轴承内部应涂抹润滑脂。
2 轴承压入支承座时,应采用专业安装工具压靠外圈端面,不允许直接敲打轴承,以免变形.
3 轴承与支承座的配合必须符合公差要求,过紧使导轨轴与轴承过盈配合,会损坏轴承;过松会使轴承无法在支承座中固定。
4 导轨轴装入轴承时,应对准中心轻轻插入,如歪斜地插入,会使滚珠脱落,保持架变形。
5 轴承装入支承座时,不允许转动,强行使其转动,会损坏轴承。
6 不允许用紧定螺丝直接紧定在轴承外圈上,否则会发生变形。
直线导轨的装配
1 导轨安装部位不得有污质,安装面平整度必须达到要求。
2 导轨侧面有基准边时,应紧贴基准边安装,无基准边时,应保证导轨的滑动方向与设计要求一致,导轨固定螺丝拧紧后,应检查滑块的滑动方向是否有偏差,否则必须调整。
3 如果滑块以传动带带动,传动带与滑块固定张紧后,传动带不得有斜拉的现象,否则必须调整带轮,使传动带的带动方向与导轨平行。
使用点胶机的优势有哪些?国内点胶机市场价
在应用过程中可以在输入传感器上根据封装需要进行自行定义,并触发路线循环或跳离,以完成整个封装流程。罗湖区自动化点胶机设备价钱
使用点胶机有哪些应该注意的事项?(2)
④针头与PCB板间的距离不同的点胶机采用不同的针头,有些针头有一定的止动度。每次工作开始应做针头与PCB距离的校准,即Z轴高度校准。
⑤胶水温度一般环氧树脂胶水应保存在0--5℃的冰箱中,使用时应提前1/2小时拿出,使胶水充分与工作温度相符合。胶水的使用温度应为23℃--25℃;环境温度对胶水的粘度影响很大,温度过低则会胶点变小,出现拉丝现象。环境温度相差5℃,会造成50%点胶量变化,对于环境温度应加以控制。环境的温度也应该给予保证,湿度小胶点易变干,影响粘结力。
⑥胶水的粘度胶的粘度直接影响点胶的质量。粘度大,则胶点会变小甚至拉丝;粘度小,胶点会变大进而可能渗染焊盘。点胶过程中应对不同粘度的胶水选取合理的背压和点胶速度。
⑦固化温度曲线对于胶水的固化,一般生产厂家已给出温度曲线。在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。
⑧气泡胶水一定不能有气泡。一个小小气就会造成许多焊盘没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。以上各参数的调整,应按由点及面的方式,任何一个参数的变化都会影响到其他方面,同时缺陷的产生,应对可能的因素逐项检查,进而排除。 罗湖区自动化点胶机设备价钱
深圳市和田古德自动化设备有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司业务涵盖全自动锡膏印刷机,全自动高速点胶机,AOI,SPI等,价格合理,品质有保证。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。和田古德凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。

在普通的点胶机,如一些点胶控制器,国内的模仿技术已经很成熟,市场竞争十分激烈,价格一落千丈,甚至几百的机器都已经出现。但是国内的点胶机普遍存在精度不高,打胶不够稳定现象,一些高科技行业,说到选购点胶机,肯定只能找世界品牌。所以,在高精度这块,有待各位有志之士进一步努力呀。当市场竞争激烈,唯有质量和服务能够让自己脱颖而出。在自动化这块,国内的三轴平台,圆周点胶机等等已经有多年的发展历史,如果只是普通的精度,那么使用国内点胶机和平台就可以了。从事这些单组份设备的生产和研究的厂家也比较多,市场竞争逐渐激烈,不过可以挖掘的空间还是十分之大。点胶机主要是通过压力作用来进行封装作业的。罗湖区在线式点胶机服...
- 光明区精密点胶机设备价钱 2024-12-17
- 罗湖区国内点胶机功能 2024-12-17
- 光明区国内点胶机设备价钱 2024-12-16
- 高速点胶机 2024-12-16
- 全自动点胶机生产品牌 2024-12-16
- 广东精密点胶机保养 2024-12-16
- 罗湖区国内点胶机设备厂家 2024-12-15
- 龙岗区半导体点胶机保养 2024-12-15
- 点胶机值得推荐 2024-12-14
- 深圳国内点胶机技术参数 2024-12-14


- 光明区高速点胶机保养 2024-12-13
- 龙岗区高速点胶机市场价 2024-12-12
- 福田区精密点胶机服务 2024-12-12
- 盐田区点胶机技术参数 2024-12-12
- 宝安区直销点胶机维保 2024-12-12
- 全自动点胶机设备 2024-12-11



- 茂名国内AOI检测设备功能 12-24
- 镭雕激光机调试 12-24
- 成都打标机激光厂家 12-24
- 珠海自动化AOI检测设备按需定制 12-24
- 河源精密AOI检测设备设备价钱 12-24
- 佛山半导体AOI检测设备原理 12-24
- 安徽激光镭雕机生产厂家 12-24
- 买激光打标机多少钱一台 12-24
- 阳江高速AOI检测设备价格行情 12-24
- 同城激光镭雕机多少钱一台 12-24