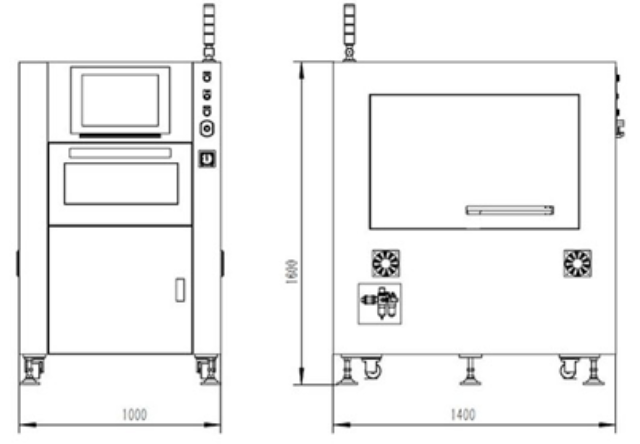
- 品牌
- GDK
- 型号
- 锡膏印刷机
- 适用材质
- PCB板印刷锡膏
SMT锡膏印刷质量问题分析汇总
一,由锡膏印刷不良导致的品质问题常见有以下几种:
①焊锡膏不足将导致焊接后元器件焊点锡量不足、元器件开路、元器件偏位、元器件竖立。
②焊锡膏粘连将导致焊接后电路短接、元器件偏位。
③焊锡膏印刷整体偏位将导致整板元器件焊接不良,如少锡、开路、偏位、竖件等。④焊锡膏拉尖易引起焊接后短路。
二,由钢网印刷不良导致的品质问题常见有以下几种:
①钢网开孔大小厚度不合理
②孔壁没抛光,导致四周拉尖.
③钢网张力不合理.
三,由自动印刷机印刷不良导致的品质问题常见有以下几种:
①印刷机精度不够:印刷偏位,较正不准等。
②印刷机稳定性不强:前后印刷不一致,品质不稳定。
③印刷机各项参数设备不合理。
④印刷机自动清洗不到位.
⑤印刷机定位方式不合理. 如今可购买到的丝印机分为两种主要类型:实验室与生产。茂名直销锡膏印刷机销售公司

半自动锡膏印刷机故障维修方法2
五、半自动锡膏印刷机半自动、手动都不运行时,电源灯却亮着故障原因及维修方法。故障原因:保险丝烧坏。维修方法:更换保险丝。
六、半自动锡膏印刷机的半自动或是自动都不下降故障原因及维修方法。故障原因:选择开关故障或者接近开关未感应到。维修方法:更换选择开关或者调整接近开关感应。
七、半自动锡膏印刷机的自动无法运行故障原因及维修方法。故障原因:计时器损坏或者微动开关故障。维修方法:更换计时器或者是修复微动开关。
八、半自动锡膏印刷机工作台面上不吸收气体故障原因及维修方法。故障原因:吸气马达烧坏、电磁阀损坏。维修方法:更换或者修复吸气马达或者电磁阀。 深圳多功能锡膏印刷机服务正常来讲如果按照国家标准进行防护与原材料采购,焊锡是不会造成重大伤害的。

SMT工艺的流程控制点
要获得良好的焊点,取决于合适的焊盘设计、合适的焊膏用量以及合适的回流焊温度曲线。这些是工艺条件。使用同样的设备,有的厂家焊接合格率较高,有的厂家焊接合格率较低。区别在于不同的过程。体现在“科学、精细、标准化”的曲线设置、炉膛间隔、装配时的工装设备上。等等。这些往往需要企业花很长时间去探索、积累和规范。而这些经过验证和固化的SMT工艺方法、技术文件、工装设计就是“工艺”,是SMT的重点。按业务划分,SMT工艺一般可分为工艺设计、工艺试制和工艺控制。其目标是通过设计合适的焊膏量和一致的印刷沉积来减少焊接、桥接、印刷和位移的问题。在每个业务中,都有一套流程控制点,其中焊盘设计、Stencil设计、锡膏印刷和PCB支撑是流程控制的关键点。
随着焊盘尺寸和芯片加工元件空间的不断缩小,在印刷过程中,钢网开口的面积比以及钢网与PCB之间的空间越来越重要。前者与锡膏转移率有关,后者与锡膏印刷量和印刷良率的一致性有关,以获得75%以上的锡膏转移率。这是因为模板与PCB的间隙与PCB的设计、PCB的翘曲度、印刷时对PCB的支撑等诸多因素有关。有时受制于产品设计和使用的设备是不可控的,而这正是细间距组件。
SMT锡膏印刷标准参数
一、CHIP元件印刷标准
1.锡膏无偏移;
2.锡膏量,厚度符合要求;
3.锡膏成型佳.无崩塌断裂;
4.锡膏覆盖焊盘90%以上。
二、CHIP元件印刷允许
1.钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘;
2.锡膏量均匀;
3.锡膏厚度在要求规格内
4.印刷偏移量少于15%
三、CHIP元件印刷拒收
1.锡膏量不足.
2.两点锡膏量不均
3.锡膏印刷偏移超过15%焊盘
四、SOT元件锡膏印刷标准
1.锡膏无偏移;
2.锡膏完全覆盖焊盘;
3.三点锡膏均匀;
4.锡膏厚度满足测试要求。
五、SOT元件锡膏印刷允许
1.锡膏量均匀且成形佳;
2.有85%以上锡膏覆盖焊盘;
3.印刷偏移量少于15%;
4.锡膏厚度符合规格要求
六、OT元件锡膏印刷拒收
1.锡膏85%以上未覆盖焊盘;
2.有严重缺锡
七、二极管、电容锡膏印刷标准
1.锡膏印刷成形佳;
2.锡膏印刷无偏移;
3.锡膏厚度测试符合要求;
八、二极管、电容锡膏印刷允许
1.锡膏量足;
2。锡膏覆盖焊盘有85%以上;
3.锡膏成形佳;
4.印刷偏移量少于15%。
九、二极管、电容锡膏印刷拒收
1.焊盘15%以上锡膏未完全覆盖;
2.锡膏偏移超过15%焊盘
十、焊盘间距=1.25-0.7MM锡膏印刷标准
1.各锡膏100%覆盖各焊盘;
2.锡膏量均匀,厚度在测试范围内;
3.锡膏成型佳,无缺锡、崩塌;
4.无偏移现象。
全自动锡膏印刷机特有的工艺讲解?

焊膏印刷工艺的本质
1)焊膏印刷的本质焊膏印刷工艺,主要解决的是焊膏印刷量一致性的问题(填充与转移),而不是每个焊点对焊膏量的需求问题。换句话说,焊膏印刷工艺解决的是一个焊接直通率波动的问题,而不是直通率高低的问题!要解决直通率高低的问题,关键在焊膏分配,既通过焊盘、阻焊与钢网开窗的优化与匹配设计,对每个焊点按需分配焊膏量。我们经常听到说“焊接不良的60%以上源于印刷的不良”,其实这话不准确,准确地讲应是“焊接不良的60%以上源于焊膏的分配”。
2)焊接直通率与焊膏分配的关系
影响焊膏量一致性的因素
焊膏印刷理想的目标是焊膏图形完整、位置不偏、厚度一致,其重要就是“位置”和“量”符合要求并保持一致性。焊膏图形位置的控制一般比较简单,只要钢网与焊盘对准即可。真正难做的是保持焊膏印刷量符合要求并保持一致性。
一般决定焊膏量的因素有:
(1)焊膏的填充率,取决于刮刀及其运动参数的设置;
(2)焊膏的转移率,取决于钢网开窗与侧壁的面积比;
(3)钢网与PCB的间隙,取决于PCB的焊盘、阻焊设计与印刷支撑。
填充率——印刷时钢网开窗内被焊膏填满的体积百分比;
转移率——钢网开窗内焊膏沉积到焊盘上的体积百分比。 影响锡膏印刷质量的因素有哪些呢?湛江自动化锡膏印刷机生产厂家
SMT优点和基本工艺贴片加工的优点?茂名直销锡膏印刷机销售公司
无铅锡膏环保性一般都要怎么辨别?
一、锡膏印刷中有五种缺陷:桥接、结皮、附着力不足、塌陷和模糊,除了其自身的操作问题外,就焊膏本身而言,可以识别:
1、锡膏中金属成分的桥接、塌陷、模糊和不均匀比例;粘度不足,锡粉颗粒过大。
2、出现表皮层,锡膏中焊膏的活性太强。如果有铅焊膏,其铅含量可能过高。
3、附着力不够,可能是锡膏中的溶剂容易挥发,锡膏中的金属比例过高,粒度不匹配。焊接后,看外观没有功能缺陷。大多数功能缺陷是由于技术问题或操作问题造成的。
无铅锡膏的使用环境有以下要求:
1、锡膏印刷后,应在四小时内回流。如果储存时间过长,溶剂会蒸发,粘度会降低,这将导致零件的焊接性差,或者导致吸湿后的焊接需求。特别是对于有银导体的电路板,如果在室温30℃、湿度80%的条件下印刷锡膏,然后放在一边,回流后的焊接力会变得非常低。
2、锡膏会受到湿度和温度的影响,因此建议工作环境为室温23-25度,湿度为60%。锡膏的粘度可以调节到23到25度之间的合适粘度。由于锡膏的吸湿作用,锡膏会在高温潮湿的环境中吸收空气中的水分,导致焊球和飞溅。
3、如果锡膏被风吹走,溶剂将会蒸发,这将降低粘度,并导致外壳打开。尽量避免空调用电风扇直接吹锡膏。 茂名直销锡膏印刷机销售公司
深圳市和田古德自动化设备有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**和田古德自动化设备供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

锡膏所含合金的比重和作用锡膏合金的作用:1、锡:提供导电.键接功能.2、铅:降低溶点、改善机械性能、降低表面张力、抗氧化3、铜:增加机械性能、改变焊接强度4、银:降低溶点、增加浸润性和焊接强度及扩展性5、铋:降低溶点、润湿能力强、但焊点比较硬脆锡膏的成份:助焊剂的主要作用1、使金属颗粒成为膏状,以适应印刷工艺;2、控制锡膏的流动性;3、清洁焊接面和锡膏的氧化物,提高焊接性能;4、减缓锡膏在室温下的化学反应,在焊接点的表面形成保护层;5、降低焊接表面张力,提供稳固的SMT贴片时所需要的粘着力;在SMT制程中,以使用63锡/37铅(锡占锡铅合金重量的百分之六十三,铅占百分之三十七,融点为183℃)...
- 全自动锡膏印刷机使用步骤 2024-12-28
- 惠州精密锡膏印刷机值得推荐 2024-12-28
- 广州半导体锡膏印刷机值得推荐 2024-12-28
- 梅州全自动锡膏印刷机厂家价格 2024-12-28
- 韶关直销锡膏印刷机市场价 2024-12-28
- 深圳高速锡膏印刷机 2024-12-28
- 广州多功能锡膏印刷机服务 2024-12-27
- 佛山国内锡膏印刷机销售公司 2024-12-27
- 肇庆多功能锡膏印刷机值得推荐 2024-12-27
- 惠州半导体锡膏印刷机技术参数 2024-12-27



- 广州直销锡膏印刷机设备厂家 2024-12-27
- 东莞精密锡膏印刷机设备 2024-12-27
- 锡膏印刷机使用方法 2024-12-27
- 汕头自动化锡膏印刷机原理 2024-12-26
- 韶关全自动锡膏印刷机保养 2024-12-26
- 韶关高速锡膏印刷机设备价钱 2024-12-26




- AOI安全操作步骤 12-29
- 佛山精密AOI检测设备功能 12-29
- 云浮全自动AOI检测设备按需定制 12-29
- 山东激光镭雕机产品介绍 12-28
- 阳江多功能锡膏印刷机服务 12-28
- 激光镭雕机脉冲不出来 12-28
- 毛毯激光镭雕机 12-28
- 梅州在线式AOI检测设备厂家价格 12-28
- 全自动锡膏印刷机使用步骤 12-28
- 珠海国内AOI检测设备服务 12-28