- 品牌
- GDK
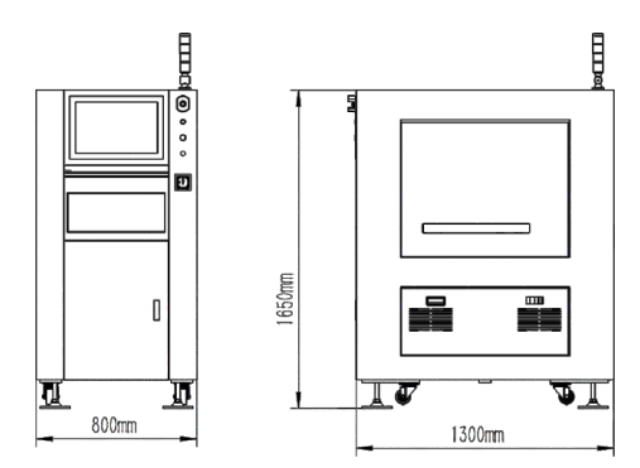
- 型号
- 锡膏印刷机
- 适用材质
- PCB板印刷锡膏
SMT工艺材料的种类与作用
1.焊料和焊膏:焊料是表面组装工艺中的重要结构材料。在不同的应用场合采用不同类型的焊料,它用于连接被焊接物金属表面并形成焊点。回流焊接是采用焊膏,它是焊接材料,同时又能利用其黏性预固定SMC/SMD。
2.焊剂:焊剂是表面组装中重要的工艺材料。它是影响焊接质量的关键因素之一,各种焊接工艺中都需要它,其主要作用是助焊。
3.黏结剂:黏结剂是表面组装中的粘接材料。在采用波峰焊工艺时,一般是用黏结剂把元器件贴装预固定在PCB上。在PCB双面组装SMD时,即使采用回流焊接,也常在PCB焊盘图形中间涂覆黏结剂,以便加强SMD的固定,防止组装操作时SMD的移位和掉落。
4.清洗剂:清洗剂在表面组装中用于清洗焊接工艺后残留在SMA上的剩余物。在目前的技术条件下,清洗仍然是表面贴装工艺中不可缺少的重要部分,而溶剂清洗是其中有效的清洗方法。
SMT工艺材料是表面贴装工艺的基础,不同的组装工艺和组装工序选用相应的组装工艺材料。有时在同一组装工序中,由于后续的工序不同或组装方式不同,所用的材料也会有所不同。 半自动锡膏印刷机故障维修方法?云浮半导体锡膏印刷机设备厂家

锡膏印刷机操作员要做哪些工作
锡膏印刷机操作员的作业范围及要求
1、上线前佩戴防静电手环,清点PCB板数量、核对版本号、检查PCB板质量(有无划伤,报废板);放置在指定区域,按产品型号到钢网存放区找到钢网并核对,上静电板架时需用去尘滚筒清洁PCB表面
2、安装钢网前检查刮刀有无破损,检查钢网是否完好。
3、确认本批产品有铅或无铅,需经助拉,品质人员确认后方可使用,查看锡膏回温记录表,确认锡膏是否回温4小时,搅拌5分钟。
4,清洗钢网,安装钢网上丝印台,当刷第二面时,注意顶针摆放位置,不可顶到背面元器件,如不能确认时需拿菲林或有机玻璃比对,确保不伤及到元件。
5,设置印刷参数,刮刀压力4.5Kg速度40-80mm/S擦拭频率:有BGA、密脚IC元件每片/次印刷方式:单印脱模速度:0.2-0.5mm/s清洗速度:50mm/s加锡提示设置:设定30PCS/次
6,印刷后检查是否有漏印、偏位、拉尖、连锡等不良印刷情况及时改正
7,本批产品下线后,收集多余锡膏,清洗钢网并拿到待退钢网区,摆放整齐。
8,每班清洁机器表面灰尘、锡膏,并填写设备保养记录,刮刀、滚筒等作业工具摆放整齐,静电框必须摆放到指定区域,保持设备周边地面环境卫生。
河源在线式锡膏印刷机SMT锡膏印刷标准参数,欢迎查看。

了解锡膏印刷机
1、钢网:其主要功能是将锡膏准确地涂敷在PCB板焊盘上,它的好坏直接影响印刷锡膏的质量。目前钢网的制作方法有化学蚀刻,激光切割,电铸成型,纳米钢网等。
2、锡膏:锡膏的成份,锡膏颗粒的大小与下锡效果直接相关,目前锡膏通用3-6号粉。
3、刮刀压力:是指刮刀下降的深度,是影响印刷质量的重要因素之一,刮刀压力过小会使钢网表面残留一层锡膏,容易造成印刷成型粘结等印刷缺陷。前后刮刀印刷出来品质的一致性,在印刷过程压力的恒定性。
4、印刷速度:印刷速度和刮刀压力存在一定的关系,降速度相当于增加压力,适当降低压力可起到提高印刷速度的效果。5、印刷间隙:印刷间隙是指钢网与PCB之间的距离,其影响到印刷后锡膏在PCB板上的留存量及所印刷锡膏的厚度。是直接影响印刷品质的一大要素。
SMT工艺的流程控制点
要获得良好的焊点,取决于合适的焊盘设计、合适的焊膏用量以及合适的回流焊温度曲线。这些是工艺条件。使用同样的设备,有的厂家焊接合格率较高,有的厂家焊接合格率较低。区别在于不同的过程。体现在“科学、精细、标准化”的曲线设置、炉膛间隔、装配时的工装设备上。等等。这些往往需要企业花很长时间去探索、积累和规范。而这些经过验证和固化的SMT工艺方法、技术文件、工装设计就是“工艺”,是SMT的重点。按业务划分,SMT工艺一般可分为工艺设计、工艺试制和工艺控制。其目标是通过设计合适的焊膏量和一致的印刷沉积来减少焊接、桥接、印刷和位移的问题。在每个业务中,都有一套流程控制点,其中焊盘设计、Stencil设计、锡膏印刷和PCB支撑是流程控制的关键点。
随着焊盘尺寸和芯片加工元件空间的不断缩小,在印刷过程中,钢网开口的面积比以及钢网与PCB之间的空间越来越重要。前者与锡膏转移率有关,后者与锡膏印刷量和印刷良率的一致性有关,以获得75%以上的锡膏转移率。这是因为模板与PCB的间隙与PCB的设计、PCB的翘曲度、印刷时对PCB的支撑等诸多因素有关。有时受制于产品设计和使用的设备是不可控的,而这正是细间距组件。 锡膏所含合金的比重和作用锡膏合金的作用。

焊膏印刷工艺的本质
1)焊膏印刷的本质焊膏印刷工艺,主要解决的是焊膏印刷量一致性的问题(填充与转移),而不是每个焊点对焊膏量的需求问题。换句话说,焊膏印刷工艺解决的是一个焊接直通率波动的问题,而不是直通率高低的问题!要解决直通率高低的问题,关键在焊膏分配,既通过焊盘、阻焊与钢网开窗的优化与匹配设计,对每个焊点按需分配焊膏量。我们经常听到说“焊接不良的60%以上源于印刷的不良”,其实这话不准确,准确地讲应是“焊接不良的60%以上源于焊膏的分配”。
2)焊接直通率与焊膏分配的关系
影响焊膏量一致性的因素
焊膏印刷理想的目标是焊膏图形完整、位置不偏、厚度一致,其重要就是“位置”和“量”符合要求并保持一致性。焊膏图形位置的控制一般比较简单,只要钢网与焊盘对准即可。真正难做的是保持焊膏印刷量符合要求并保持一致性。
一般决定焊膏量的因素有:
(1)焊膏的填充率,取决于刮刀及其运动参数的设置;
(2)焊膏的转移率,取决于钢网开窗与侧壁的面积比;
(3)钢网与PCB的间隙,取决于PCB的焊盘、阻焊设计与印刷支撑。
填充率——印刷时钢网开窗内被焊膏填满的体积百分比;
转移率——钢网开窗内焊膏沉积到焊盘上的体积百分比。 影响锡膏印刷机印刷厚度的因素一、钢板质量。河源国内锡膏印刷机价格行情
SMT全自动锡膏印刷机针对不同类型的PCB的脱模要求特别设计出三种脱模方式。云浮半导体锡膏印刷机设备厂家
激光锡焊:锡丝、锡膏、锡球焊接工艺对比
1、激光锡丝焊接介绍:激光预热焊件后,自动送丝机构将锡丝送到指定位置后,激光将低于焊件温度高于焊料熔点的能量送到焊盘上,焊料熔化完成焊接。材料预热、送丝熔化及抽丝离开三个步骤的精细实施是决定激光送丝焊焊接是否完美的关键点。温度要严格控制,温度高PCB焊盘及现有电子元件造成损伤,温度低无法起到预热效果。送丝速度慢会产生激光烧灼PCB的现象,离丝速度慢则会出现多余焊丝堵住送丝嘴的现象。
2.激光锡膏焊工艺介绍:通过将锡膏涂覆在焊盘上,采用激光加热将锡膏熔化然后凝固形成焊点,但由于锡膏是由小颗粒锡珠组合成,在激光光斑作用的边缘由于热量较低导致部分锡珠没有完全熔化而形成残留,对电路板有造成短路的风险,因此,激光锡膏焊尽量采用防飞溅锡膏以避免飞溅的锡珠造成短路。
3.激光锡球焊工艺介绍:激光锡球焊分为喷球焊接和植球焊接,是一种全新的锡焊贴装工艺。这种工艺的主要优点是能实现极小尺寸的互连,熔滴大小可小至几十微米。能将容器中的锡球通过特制的单锡珠分球系统转移至喷射头,通过激光的高脉冲能量,瞬间熔化置于喷射头上的锡球,再利用惰性气体压力将熔化后的锡料,喷射到焊点表面,形成互联焊点 云浮半导体锡膏印刷机设备厂家
深圳市和田古德自动化设备有限公司位于沙井街道马安山社区第二工业区33东二层A区,交通便利,环境优美,是一家贸易型企业。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家私营有限责任公司企业。公司业务涵盖全自动锡膏印刷机,全自动高速点胶机,AOI,SPI,价格合理,品质有保证,深受广大客户的欢迎。和田古德以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。

SMT锡膏印刷质量问题分析汇总一,由锡膏印刷不良导致的品质问题常见有以下几种:①焊锡膏不足将导致焊接后元器件焊点锡量不足、元器件开路、元器件偏位、元器件竖立。②焊锡膏粘连将导致焊接后电路短接、元器件偏位。③焊锡膏印刷整体偏位将导致整板元器件焊接不良,如少锡、开路、偏位、竖件等。④焊锡膏拉尖易引起焊接后短路。二,由钢网印刷不良导致的品质问题常见有以下几种:①钢网开孔大小厚度不合理。②孔壁没抛光,导致四周拉尖。③钢网张力不合理。三,由自动印刷机印刷不良导致的品质问题常见有以下几种:①印刷机精度不够:印刷偏位,较正不准等。②印刷机稳定性不强:前后印刷不一致,品质不稳定。③印刷机各项参数设备不合理。④...
- 高速锡膏印刷机原理 2024-12-23
- 惠州在线式锡膏印刷机原理 2024-12-23
- 汕头多功能锡膏印刷机设备厂家 2024-12-22
- 汕尾半导体锡膏印刷机厂家价格 2024-12-22
- 珠海在线式锡膏印刷机生产厂家 2024-12-22
- 阳江销售锡膏印刷机价格行情 2024-12-22
- 汕头销售锡膏印刷机值得推荐 2024-12-21
- 珠海国内锡膏印刷机市场价 2024-12-21
- 阳江全自动锡膏印刷机保养 2024-12-21
- 揭阳全自动锡膏印刷机值得推荐 2024-12-21



- 东莞高速锡膏印刷机设备厂家 2024-12-19
- 广州多功能锡膏印刷机原理 2024-12-19
- 惠州精密锡膏印刷机市场价 2024-12-19
- 阳江自动化锡膏印刷机功能 2024-12-19
- 潮州销售锡膏印刷机设备厂家 2024-12-18
- 清远在线式锡膏印刷机保养 2024-12-18




- 焊锡印刷机 12-23
- 深圳全自动AOI检测设备设备厂家 12-23
- 苏州售卖激光镭雕机价格 12-23
- 河源半导体AOI检测设备设备 12-23
- 高速锡膏印刷机原理 12-23
- 清远激光镭雕机批发市场 12-23
- 高速SPI检测设备保养 12-23
- 肇庆高速AOI检测设备设备 12-23
- 深圳销售SPI检测设备设备厂家 12-23
- 云程激光镭雕机价格表 12-23