- 品牌
- GDK
- 型号
- SPI
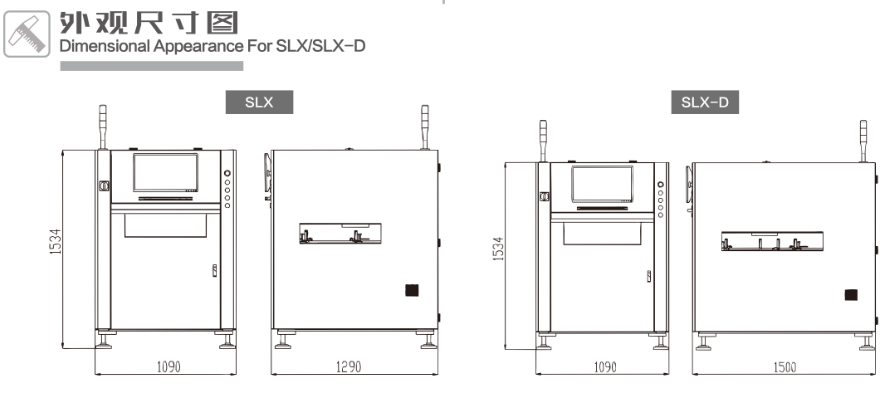
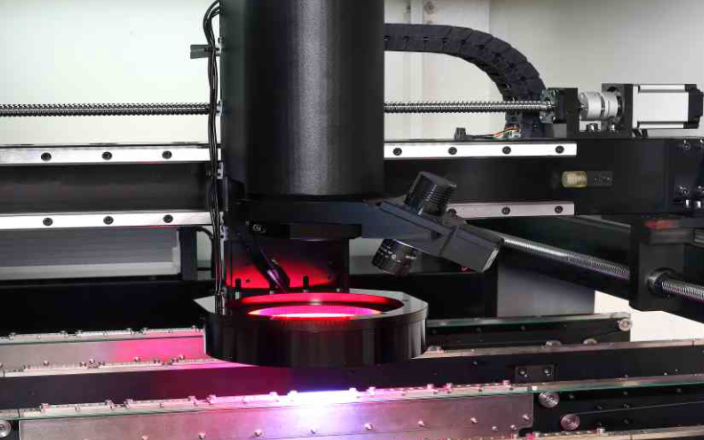
3D结构光(PMP)锡膏检测设备(SPI)及其DLP投影光机和相机
一、SPI的分类:
从检测原理上来分SPI主要分为两个大类,线激光扫描式与面结构光栅PMP技术。
1)激光扫描式的SPI通过三角量测的原理计算出锡膏的高度。此技术因为原理比较简单,技术比较成熟,但是因为其本身的技术局限性如激光的扫描宽度偏长,单次取样,杂讯干扰等,所以比较多的运用在对精度与重复性要求不高的锡厚测试仪,桌上型SPI等。
2)结构光栅型SPIPMP,又称PSP(PhaseShiftProfilometry)技术是一种基于正弦条纹投影和位相测量的光学三维面形测量技术。通过获取全场条纹的空间信息与一个条纹周期内相移条纹的时序信息,来完成物体三维信息的重建。由于其具有全场性、速度快、高精度、自动化程度高等特点,这种技术已在工业检测、机器视觉、逆向工程等领域获得广泛应用。目前大部分的在线SPI设备都已经升级到此种技术。
但是它采用的离散相移技术要求有精确的正弦结构光栅与精确的相移,在实际系统中不可避免地存在着光栅图像的非正弦化,相移误差与随机误差,它将导致计算位相和重建面形的误差。虽然已经出现了不少算法能降低线性相移误差,但要解决相移过程中的随机相移误差问题,还存在一定的困难。 SMT整线设备中AOI的作用随着PCB产品向着超薄型、小组件、高密度、细间距方向快速发展。汕尾在线式SPI检测设备设备厂家
8种常见SMT产线检测技术(2)
5.AOI自动光学检查
AOI自动光学检测,利用光学和数字成像技术,采用计算机和软件技术分析图像而进行自动检测的一种新型技术。AOI设备一般可分为在线式和离线式两大类。
AOI通过摄像头自动扫描PCB,采集图像,测试的焊点与数据库中的合格的参数进行比较,经过图像处理,检查出PCB上缺陷:缺件、错件、坏件、锡球、偏移、侧立、立碑、反贴、极反、桥连、虚焊、无焊锡、 少焊锡、多焊锡、组件浮起、IC引脚浮起、IC引脚弯曲,并通过显示器或自动标志把缺陷显示/标示出来,供维修人员修整。
6.X射线检测(简称X-ray或AXI)
X-Ray检测是利用X射线可穿透物质并在物质中有衰减的特性来发现缺陷,主要检测焊点内部缺陷,如BGA、CSP和FC中Chip的焊点检测。
X射线检测是利用X射线具备很强的穿透性,能穿透物体表面的性能,看透被检焊点内部,从而达到检测和分析电子组件各种常见的焊点的焊接品质。
X-Ray检测能充分反映出焊点的焊接质量,包括开路、短路、孔、洞、内部气泡以及锡量不足,并能做到定量分析。X-ray检测较大特点是能对BGA封装器件下面的焊点缺陷,如桥接、开路、焊球丢失、移位、钎料不足、空洞、焊球和焊点边缘模糊等内部进行检测。 湛江精密SPI检测设备原理在线3D-SPI(3D锡膏检测机)在SMT生产中的作用当今元件PCB的复杂程度,己经超越人眼所能识别的能力。

莫尔条纹技术特点:
1874年,科学家瑞利将莫尔条纹图案作为一种测试手段,根据条纹形态和评价光栅尺各线纹间的间距的均匀性,从而开创了莫尔测试技术。随着光刻技术和光电子技术水平的提高,莫尔技术获得极快的发展,在位移测试,数字控制,伺服跟踪,运动控制等方面有了较广的应用。目前该技术应用在SMT的锡膏精确测量中,有着很好的优势。莫尔条纹(即光栅)有两个非常重要的特性:
1).判向性:当指示光栅对于固定不动主光栅左右移动时,莫尔条纹将沿着近于栅向的方向上移动,可以准确判定光栅移动的方向。
2).位移放大作用:当指示光栅沿着与光栅刻度垂直方向移动一个光栅距D时,莫尔条纹移动一个条纹间距B,当两个等间距光栅之间的夹角θ较小时,指示光栅移动一个光距D,莫尔条纹就移动KD的距离。这样就可以把肉眼无法的栅距位移变成了清晰可见的条纹位移,实验了高灵敏的位移测量。这两点技术应用在SPI中,就体现了莫尔条纹技术测量的稳定性和精细性。
SMT中的检测设备AOI和SPI区别
主要区别是:SPI是对于焊锡印刷的质量检查及对印刷工艺的检验和掌控,而AOI是对器件贴装展开检测和对焊点展开检测。
SPI(solderpasteinspection,又名锡膏检测)是对于焊锡印刷的质量检查及对印刷工艺的检验和掌控。它的基本的功能:及时发现印刷品质的缺限。SPI可以直观的告诉他使用者,哪些焊膏的印刷是好的,哪些是不当的,并且缺限种类提醒。通过对一系列的焊点检测,找到品质变化的趋势。SPI就是通过对一系列的焊膏检测,找到品质趋势,在品质未超出范围之前就找到导致这种趋势的潜在因素,例如印刷机的调控参数,人为因素,焊膏变化因素等。然后及时的调整,掌控趋势的之后蔓延到。
AOI(automaticorganicinspection,又名自动光学检查)是在SMT生产过程中会有各种各样的贴装和焊不当,如缺件,墓碑,位移,极反,空焊,短路,错件等不当,现在的电子元件越来越小,靠人工目检,速度慢,效率低,AOI检查贴装和焊不当,运用的是影像对比,在有所不同的灯光太阳光下,不当会呈现出有所不同的画面,通过好的画面与不好的画面对比,即可找到不当点,从而展开修理,速度快,效率高。 SPI技术主流?欢迎来电咨询。

SMT加工中AOI设备的用途
自动化光学检测是一种利用光学捕捉PCB图像的方法,以查看组件是否丢失,是否在正确的位置,以识别缺陷,并确保制造过程的质量。它可以检查所有尺寸的组件,如01005,0201,和0402s和包,如BGAs,CSPs,LGAs,PoPs,和QFNs。
AOI的引入开启了实时巡检功能。随着高速、大批量生产线的出现,一个不正确的机器设置、在PCB上放置错误的部件或对齐问题都可能导致大量的制造缺陷和随后在短时间内的返工。当初的AOI机器能够进行二维测量,如检查板的特征和组件的特征,以确定X和Y坐标和测量。3D系统在2D上进行了扩展,将高度维度添加到方程中,从而提供X、Y和Z坐标和测量。
注意:有些AOI系统实际上并不“测量”组件的高度。
AOI在制造过程早期发现错误,并在板被移到下一个制造步骤之前保证工艺质量。AOI通过向生产线反馈并提供历史数据和生产统计来帮助提高产量。确保质量在整个过程中得到控制,节省了时间和金钱,因为材料浪费、修理和返工、增加的制造劳动力、时间和费用,更不用说所有设备故障的成本。 SPI能查出在SMT加工过程中哪些不良。湛江精密SPI检测设备原理
PCBA工艺常见检测设备SPI检测。汕尾在线式SPI检测设备设备厂家
AOI在SMT各工序的应用
在SMT中,AOI主要应用于焊膏印刷检测、元件检验、焊后组件检测。在进行不同环节的检测时,其侧重也有所不同。
1.印刷缺陷有很多种,大体上可以分为焊盘上焊膏不足、焊膏过多;大焊盘中间部分焊膏刮擦、小焊盘边缘部分焊膏拉尖;印刷偏移、桥连及沾污等。形成这些缺陷的原因包括焊膏流变性不良、模板厚度和孔壁加工不当、印刷机参数设定不合理、精度不高、刮刀材质和硬度选择不当、PCB加工不良等。通过AOI可以有效监控焊膏印刷质量,并对缺陷数量和种类进行分析,从而改善印刷制程。
2.元件贴装环节对设备精度要求很高,常出现的缺陷有漏贴、贴错、偏移歪斜、极性相反等。AOI检测可以检查出上述缺陷,同时还可以在此检查连接密间距和BGA元件的焊盘上的焊膏。
3.在回流焊后端检测中,AOI可以检查元件的缺失、偏移和歪斜情况,以及所有极性方面的缺陷,还能对焊点的正确性以及焊膏不足、焊接短路和翘脚等缺陷进行检测。 汕尾在线式SPI检测设备设备厂家
深圳市和田古德自动化设备有限公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。致力于创造***的产品与服务,以诚信、敬业、进取为宗旨,以建GDK产品为目标,努力打造成为同行业中具有影响力的企业。公司以用心服务为重点价值,希望通过我们的专业水平和不懈努力,将一般经营项目是:全自动视觉印刷机等其他电子设备的销售;机电产品的销售;投资兴办实业(具体项目另行申报);国内贸易、货物及技术进出口。许可经营项目是:全自动视觉印刷机等其他电子设备的生产。欢迎来电咨询!等业务进行到底。和田古德始终以质量为发展,把顾客的满意作为公司发展的动力,致力于为顾客带来***的全自动锡膏印刷机,全自动高速点胶机,AOI,SPI。

解决相移误差的新技术PMP技术中另一个主要的基础条件就是对于相移误差的控制。相移法通过对投影光栅相位场进行移相来增加若干常量相位而得到多幅光栅图来求解相位场。由于多幅相移图比单幅相移图提供了更多的信息,所以可以得到更高精度的结果。传统的方式都依靠机械移动来实现相移。为达到精确的相移,都使用了比较高精度的马达,如通过陶瓷压电马达(PZT),线性马达加光栅尺等方式。并通过大量的算法来减少相移的误差。可编程结构光栅因为其正弦光栅是通过软件编程实现的,所以其在相移时也是通过软件来实现,通过此种技术可以使相移误差趋向于“0”,提高了量测精度。并且此技术不需要机械部件,减少了设备的故障几率,降低机械成本与...
- 高速SPI检测设备保养 2024-12-23
- 深圳销售SPI检测设备设备厂家 2024-12-23
- 珠海SPI检测设备 2024-12-23
- 河源半导体SPI检测设备服务 2024-12-22
- 清远高速SPI检测设备生产厂家 2024-12-22
- 潮州直销SPI检测设备功能 2024-12-22
- 深圳半导体SPI检测设备值得推荐 2024-12-21
- 珠海国内SPI检测设备 2024-12-21
- 广州全自动SPI检测设备设备 2024-12-21
- 惠州精密SPI检测设备维保 2024-12-20

- 河源精密SPI检测设备技术参数 2024-12-19
- 茂名精密SPI检测设备价格行情 2024-12-19
- 肇庆半导体SPI检测设备保养 2024-12-19
- 揭阳精密SPI检测设备生产厂家 2024-12-18
- 肇庆SPI检测设备技术参数 2024-12-18
- 江门高速SPI检测设备原理 2024-12-18






- 激光镭雕机脉冲不出来 12-28
- 毛毯激光镭雕机 12-28
- 梅州在线式AOI检测设备厂家价格 12-28
- 全自动锡膏印刷机使用步骤 12-28
- 珠海国内AOI检测设备服务 12-28
- 惠州精密锡膏印刷机值得推荐 12-28
- 广州半导体锡膏印刷机值得推荐 12-28
- 江西光纤激光镭雕机定制 12-28
- 天津金属激光镭雕机厂家 12-28
- 梅州全自动锡膏印刷机厂家价格 12-28