实验出该楼承板与混泥土的结合能力,得出其在大跨度上承受的设计荷载。耐火测试,利用3组楼板在耐火实验室做、2小时及3小时的加载耐火测试,同时测量楼板内的温度分布,实验出该楼承板是否达到隔热要求,在耐火阶段的正弯矩抗能力如何。安装工艺:楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可以按照现场实际情况另行处理。劳动组要分两组(一、负责运料,包括清料、倒运,直接按照施工进度准确无误的将楼承板吊运至施工部位,分为起重工5人二、负责铺设,包括布筋、裁切、安装、流洞。每3人一组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混泥土时应该留派专人对铺设的楼承板加强维护。)具体做法是:(1)现在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度。并决定楼承板与钢梁熔透焊接的焊接位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测梁翼缘的具ti位置。桁架支座钢筋用热轧钢筋HPB235或HRB335。浙江减少人工的全自动钢筋桁架焊接生产线的案例
等等。同时图中必须明确施工期间临时支撑布置情况。构造要求桁架下弦钢筋伸入梁边的锚固长度la不应小于5d,且不小于50mm,压型钢板伸入梁边不应小于30mm。采用A型钢筋桁架楼板时,其长度宜为200mm的倍数,特殊情况下长度可为100mm的倍数;采用B型钢筋桁架模板时,其长度宜为100mm的倍数。设计时,应调整柱网及梁上翼缘宽度,与之相适应。楼板厚度大于等于100mm,小于等于300mm。楼板开孔,孔洞切断桁架上下弦钢筋时,孔洞边应设洞边加强筋,当孔洞边有较大的集中荷载或洞边长大于1000mm,应设洞边梁。钢筋桁架模板悬挑长度不宜大于7ht,否则,施工时必须设临时支撑。附录注:1.材料:上下弦采用成盘供应的冷轧带肋钢筋550级,腹杆采用成盘供应的冷轧光圆钢筋550级,底部镀锌钢板屈服强度≥330N/mm2。2.施工阶段挠度控制值为L0/180及20mm较小者。当使用对挠度值有更严格要求时,需另行设计。3.产品编号说明:4.“每沿米模板桁架用钢量”是指一块3榀桁架构成的模板,沿长度方向每米桁架的用钢量(不包括支座钢筋和底部镀锌钢板)。5.“单位面积桁架用钢量”是指平均每平方米模板桁架的用钢量(包括支座钢筋,不含底部镀锌钢板)。湖南流水线加工的全自动钢筋桁架焊接生产线一体化装配式建筑是建筑产业化、绿色化的重点推进方向;

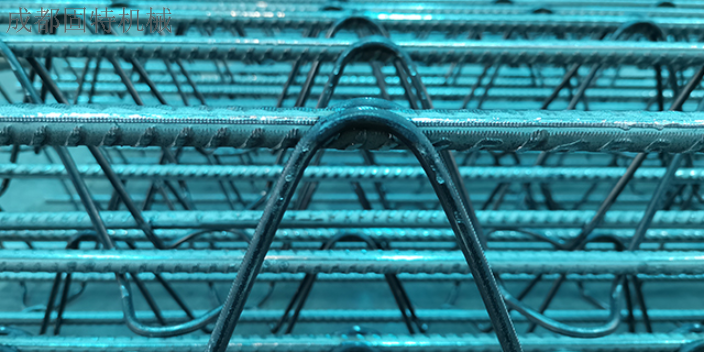
桁架支座钢筋用热轧钢筋HPB235或HRB335。⑵镀锌钢板:底模采用,双面镀锌量为120~180gm/㎡。⑶栓钉:为了使混凝土与钢梁能有效地连接成整体,在钢梁上设置了栓钉,采用zhuan用栓钉机进行施工。钢筋桁架楼承板横断面如图所示。钢筋桁架楼承板横断面示意图3、施工特性与以往的施工方法不同,在施工现场可直接将钢筋桁架楼承板铺设在钢梁上,然后进行简单的钢筋工程,便可浇筑混凝土。使用该模板不需架设木模及脚手架,底部镀锌压型钢板jin作为模板使用,不替代受力钢筋,故不需考虑防火喷涂及防腐维护等问题,因而施工快捷,可减少现场钢筋绑扎工作量约70%,缩短工期并节省成本。此外,钢筋排列均匀,上下两层钢筋间距及混凝土保护层厚度能充分得到保证,为提高楼板施工质量创造了有利条件。二、钢筋桁架楼承板的受力特点1、楼板的挠度普通的现浇钢筋混凝土楼板,施工阶段因下部支模故基本不产生挠度,待混凝土达到一定强度后拆模,在自重作用下楼板下挠,板底混凝土产生拉力甚至出现裂缝。钢筋桁架混凝土楼板则根据临时支撑的设置情况分别如下:⑴设置临时支撑:与普通现浇钢筋混凝土楼板基本相同;⑵不设临时支撑:混凝土凝固前。
开洞直径或宽度为100~1000mm时加设加强筋。5、钢桁架临时支撑施工部分钢桁架模板中间需设置临时支撑,可根据楼层高度采用多种不同高度的门式架搭设而成,门式架间距18m,上铺100×100木枋,如图。钢桁架临时支撑示意图6、轻质加气砌块的放置根据结构特点,为减少混凝土楼板的自重,板厚h≥140mm的板中需放置轻质加气混凝土砌块,其容重大于8kN/m³,强度等级不低于MU5,施工时每块砌块下均需加设支撑钢筋26,如图所示。加气砖铺设平、立面图7、施工注意事项⑴浇筑混凝土时布料不宜太集中,采用平板振捣器及时分摊振捣。⑵混凝土浇筑时,在泵送开关处增设控制压力流量表进行控制,防止较大的冲击力和过量的混凝土对钢楼承板结构造成影响;施工人员及设备应集中布置在主次梁部位,避免直接堆放在钢板上和拖动而造成钢筋桁架楼承板扭曲变形。⑶施工时应控制混凝土坍落度为12~15cm,且因钢筋桁架楼承板渗水性和透气性较差,混凝土凝结过程中板面水气蒸发较快,浇筑后混凝土板表面的收缩变形大于板底,故加强浇水养护能防止和减少板面收缩裂缝和保证混凝土实体强度。⑷焊接采用熔透点焊连接,施焊前应准备边角料引弧试焊,调整施焊电流。临时支撑,钢筋桁架板无支撑板跨可以设到4.8米,普通楼承板3米,需要大量临时支撑。

全自动焊接常用有以下几种技术:内焊机根焊+外焊机自动焊技术。采用多焊炬内焊机进行组对和根焊,外焊机自动焊进行热焊、填充和盖面焊。自动焊机组整体效率较高,但由于内焊机爬坡能力以及自身可通过的曲率半径等受限,适用于地形起伏普遍小于15°的平原、戈壁等主线路焊接段的连续焊接。铜衬垫内对口器+外焊自动焊技术。采用铜衬垫技术实现根焊单面焊接双面成形。在进行单面焊接时,在焊缝背面贴附一种陶质或者铜质衬垫,封堵焊件对接处的坡口缝隙,从而约束焊接熔池形态,形成良好的焊缝质量。外焊机自动根焊+单焊炬外焊机填充盖面技术。采用外焊机根焊,单焊炬外焊机热焊、填充和盖面。焊接设备配置简单灵活,便于组织施工,施工成本较低。可用于障碍物较多、不能实现大流水作业的一般地段连续施工,特殊地段预制或连续施工,以及连头段施工。钢筋桁架楼承板是将楼板中的钢筋在工厂加工成钢筋桁架,并将钢筋桁架与镀锌板在工厂焊成一体的组合楼承板。山东装配式全自动钢筋桁架焊接生产线节省多少人工
工厂电脑数控设备加工,实现了机械化生产,有利于钢筋排列间距均匀、整体受力均匀。浙江减少人工的全自动钢筋桁架焊接生产线的案例
各行各业都在谋求产业的转型升级,尤其在人工智能、大数据、物联网等新一代信息技术推动下,信息化、自动化、智能化已经成为了销售企业发展的主要路径。绿色低碳是未来钢筋加工机械,全自动数控弯箍机,数控钢筋弯曲中心,数控锯切套丝生产线的基本要求。因此,推动机械工业行业由环境污染型向绿色低碳型转变是我国机械工业高质量发展的必然要求。人们对于环境的日益关注,反映了公众对环境保护生产型的重视程度。据环保部发布的数据显示,2015年,京津冀、长三角、珠三角区域及直辖市省会城市等74个城市空气质量平均超标天数比例为39.7%。中国钢筋加工机械,全自动数控弯箍机,数控钢筋弯曲中心,数控锯切套丝生产线产业虽然遭遇了持续性的低迷,但是从总的发展趋势来看,伴随我国各种利好政策的出台及各地基础设施建设项目的不断上马推进,我国的钢筋加工机械,全自动数控弯箍机,数控钢筋弯曲中心,数控锯切套丝生产线发展前景是良好的、有保证的。浙江减少人工的全自动钢筋桁架焊接生产线的案例
成都固特机械有限责任公司是一家机电产品(不含汽车)制造、销售、维修、安装、租赁、房屋租赁;机电产品的出口业务。路桥钢筋加工机械,生产与研发、销售、安装、维修;钢筋加工解决方案提供者,设备功能定制,设备联动定制,布局定制,智能化集成定制,服务定制,项目运营顾问,上中下游资源共享,在线DIY,PC工厂方案,制梁场方案,管片厂方案,下部施工方案,钢筋加工配送中心方案。的公司,是一家集研发、设计、生产和销售为一体的专业化公司。固特机械拥有一支经验丰富、技术创新的专业研发团队,以高度的专注和执着为客户提供钢筋加工机械,全自动数控弯箍机,数控钢筋弯曲中心,数控锯切套丝生产线。固特机械始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。固特机械始终关注机械及行业设备行业。满足市场需求,提高产品价值,是我们前行的力量。