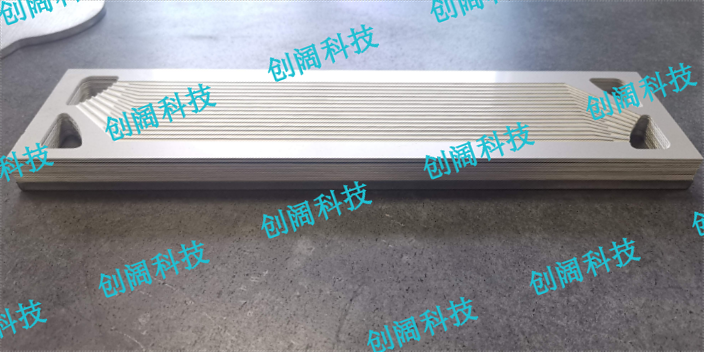
创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。板式换热器加工制作,创阔科技。虹口区微通道换热器技术指导
气液反应的速率和转化率等往往取决于气液两相的接触面积。这两类气液相反应器气液相接触面积都非常大,其内表面积均接近20000m2/m3,比传统的气液相反应器大一个数量级。“创阔科技”“创阔科技”气液固三相反应在化学反应中也比较常见,种类较多,在大多数情况下固体为催化剂,气体和液体为反应物或产物,美国麻省理工学院发展了一种用于气液固三相催化反应的微填充床反应器,其结构类似于固定床反应器,在反应室(微通道)中填充了催化剂固定颗粒,气相和液相被分成若干流股,再经管汇到反应室中混合进行催化反应。麻省理工学院还尝试对该微反应器进行“放大”,将10个微填充床反应器并联在一起,在维持产量不变的情况下,大大减小了微填充床反应器的压力降。“创阔科技”气液固三相催化微反应器-充填活性炭催化剂的微填充床反应器“创阔科技”气液固三相催化微反应器-并联微填充床反应器系统“创阔科技”“创阔科技”电化学微反应器属于液相微反应器,而光化学微反应器其反应物既有液相也有气相的,由于它们都有其特殊性,故不能简单的划为液相微反应器或气相微反应器,而应单独列为一类。朝阳区多层结构微通道换热器微结构流道板换热器加工制作设计。
创阔能源科技制作的板式换热器.重量轻,板式换热器的板片厚度为1MM,而管壳式换热器的换热管的厚度为,管壳式的壳体比板式换热器的框架重得多,板式换热器一般只有管壳式重量的1/5左右,采用相同材料,在相同换热面积下,板式换热器价格比管壳式约低百分之四十~百分之六十,热损失小,板式换热器只有传热板的外壳板暴露在大气中,因此板式换热器散热损失可以忽略不计,也不需要保温措施。而管壳式换热器热损失大,需要隔热层。换热器是实现将热能从一种流体传至另一种流体的设备。在简单的换热器中,热流体和冷流体直接混合在一起;比较常见的换热器是热、冷两种流体在换热器中被隔板分开,由于两侧热流体和冷流体的温度差,会形成热交换,即初中物理的热平衡,高温物体的热量总是向低温物体传递,这样就把热侧热量交换给了冷侧,有时我们又称换热器为热交换器。
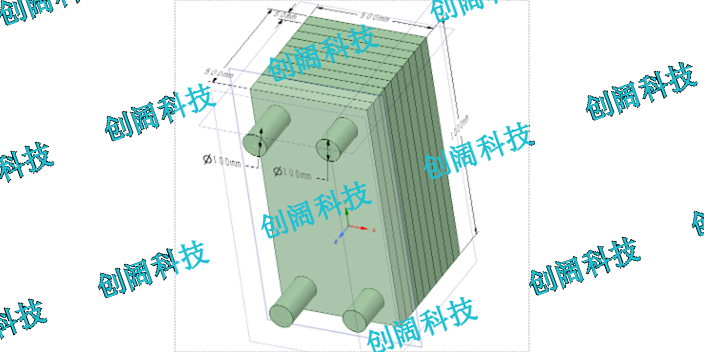
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程,创阔科技 支持定做微通道换热器1. 节能节能是空调器的一项重要指标。相比较常规换热器,微通道换热器由于其更高的换热效率可以更容易达到高等级如1级能效标准的产品。 2. 成本与常规换热器不同,微通道换热器不主要依靠增加材料消耗提到换热效率,在达到一定生产规模时将具有成本优势。另外,铜与铝的价格差距越大,其成本优势越明显。 3. 推广潜力微通道目前在空调行业的应用不比铜管刺片换热器,主要是目前主流空调厂家都有自配套的两器工厂,替代势必会导致现有投资的损失。但由于微通道换热器的诸多优势,主流厂家又都投入专门的力量在研究微通道换热器,一旦瓶颈突破微通道可以极大的提升产品的竞争力和企业的可持续发展能力。 因此,我们也相信微通道的市场会越来越广,越来越大,创阔科技可提供定制化的微通道换热器解决方案,欢迎联系。微通道换热器,创阔科技加工。
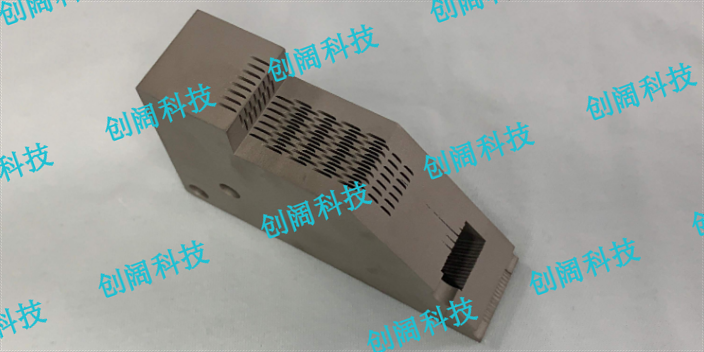
创阔能源科技流量对于换热效率的影响在低介质流量时,金属换热器的换热效率随介质流量的变化存在一个最大值,亦即对于确定结构的换热器而言,存在一个比较好的操作流量值。并且,在相同的流量偏差下,系统效率在亚负荷操作时,效率降低幅度要比在超负荷操作时大得,因此,在一定范围内,金属微通道换热器可超负荷运行,不宜在亚负荷状态下操作,这点与常规尺度换热器系统有明显的区别。在高介质流量时,器壁轴向导热对换热效率的影响逐渐减弱。随介质流量的增加,换热效率逐渐减小。异形微通道换热器,创阔科技设计加工。闵行区微通道换热器联系方式
LNG气化器,设计加工,工业换热器设计加工创阔科技。虹口区微通道换热器技术指导
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。虹口区微通道换热器技术指导
苏州创阔金属科技有限公司位于昆山市周市镇春晖路688号。公司业务分为真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造***服务体验,为客户成功提供坚实有力的支持。