-
 13 03榆林TA11定制加工件厂家直销
13 03榆林TA11定制加工件厂家直销化学镀是一种不需要外加电流,通过化学反应在加工件表面沉积金属的方法 。它具有镀层均匀、可在复杂形状的工件表面沉积等优点,常用于电子、机械等领域 。例如,在印刷电路板的制造中,化学镀镍可以提高电路板的导电性和焊接可靠性,确保电子元件与电路板之间的良好连接 。表面处理就像为定制加工件披上了一层神奇的 “外衣”,通过不同的处理方法,能够改善加工... 【查看详情】
-
 12 03莆田TA1钛标准件货源厂家
12 03莆田TA1钛标准件货源厂家钛标准件产业发展推动全球标准体系不断完善,从单一产品标准向全产业链延伸,从国家层面向国际统一迈进,为规范化发展提供保障。应用领域拓展使性能需求差异化增大,传统标准难以适配,体系完善势在必行。国际标准方面,ISO/TC 132(钛及钛合金委员会)2018年发布ISO 16228《钛及钛合金紧固件》,2022年推出ISO 22674《医疗植入... 【查看详情】
-
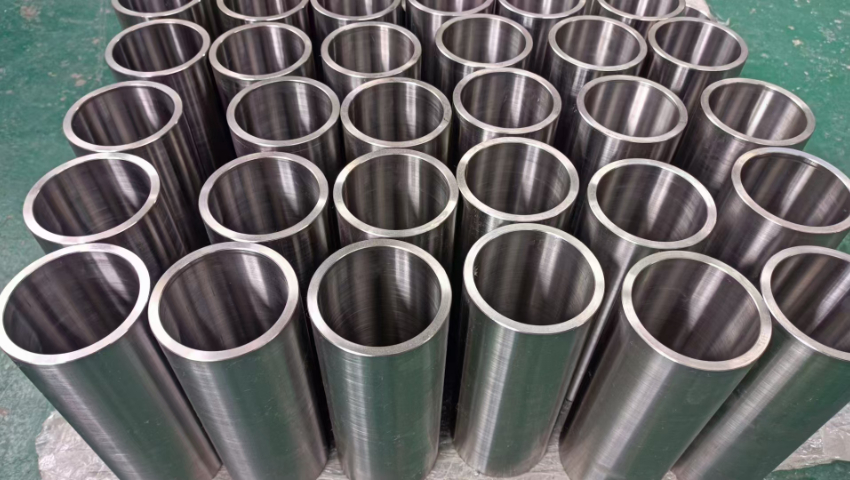
 11 03中卫TA1钛管制造厂家
11 03中卫TA1钛管制造厂家钛管作为制造业的关键基础材料,其全球市场正迎来规模与格局的双重变革。2025 年全球市场规模已突破 45 亿美元,中国以 38% 的占比成为全球比较大生产与消费国,亚太地区凭借产能集中与需求旺盛,逐渐主导全球产业版图。从产能分布看,中国陕西、辽宁等钛产业集群区新增轧机数量占全球总量的 67%,头部企业通过连续轧制技术将成品率提升至 75%... 【查看详情】
-
 10 03青岛TA1钛锻件厂家
10 03青岛TA1钛锻件厂家用其制造的钛法兰在保证结构强度的同时,能有效减轻整体重量,这对于航空航天、船舶等对重量有严格要求的领域至关重要。以航空发动机为例,使用钛合金制造的部件,在减轻重量的同时,提高了发动机的推重比,进而提升了飞行器的性能和燃油效率 。钛及钛合金具有出色的耐腐蚀性能。在自然环境中,钛表面会迅速形成一层致密的氧化膜(TiO₂ ),这层氧化膜如同坚固... 【查看详情】
-
 09 03龙岩TA2钛靶块货源厂家
09 03龙岩TA2钛靶块货源厂家2024 年至今,钛靶块市场竞争格局进入优化与重构阶段,呈现出国际巨头与本土企业差异化竞争的态势。国际方面,美国霍尼韦尔、日本东曹等传统巨头仍占据 14nm 及以下先进制程市场的主导地位,合计占据国内约 70% 的市场份额,但市场增速放缓。国内方面,以江丰电子、有研亿金为的本土企业凭借技术突破和成本优势,在成熟制程领域快速扩大市场份额,2... 【查看详情】
-
 08 03上海正规的钛锻件推荐
08 03上海正规的钛锻件推荐阳极氧化是一种电化学处理方法,在特定的电解液中,将钛法兰作为阳极,通过施加电流使钛表面发生氧化反应,形成一层致密的氧化膜。这层氧化膜不仅具有良好的耐腐蚀性和耐磨性,还可以通过调整阳极氧化的工艺参数,如电解液成分、电压、温度和时间等,来改变氧化膜的厚度和颜色,从而达到美化外观的效果 。在医疗植入物领域,经过阳极氧化处理的钛法兰,其表面的氧化... 【查看详情】
-
 06 03宜春TC4钛管件多少钱
06 03宜春TC4钛管件多少钱成型工艺是将钛材转化为各类钛管件的环节,不同结构的钛管件需采用差异化的成型工艺,工艺的精细控制直接决定了管件的尺寸精度、力学性能与表面质量,是钛管件制造的“塑形之道”。对于弯头、弯管等弧形管件,主流成型工艺包括冷弯成型与热弯成型:冷弯成型是在常温下通过数控弯管机对钛管进行弯曲,通过控制弯曲半径、进给速度与芯棒支撑,避免管件起皱或开裂,该工... 【查看详情】
-
 05 03银川TA1钛锻件的趋势
05 03银川TA1钛锻件的趋势在钛法兰的生产过程中,不可避免地会遇到各种问题,这些问题如不及时解决,将严重影响产品质量和生产效率。了解这些常见问题并掌握相应的解决方法,是确保钛法兰生产顺利进行的关键。在热加工阶段,过热是一个常见的问题。由于钛及钛合金具有六方晶体结构,不易变形,通常需要加热到相变点以上的 β 相区进行加工,但钛法兰过热倾向大,高温加热会导致 β 晶粒快... 【查看详情】
-
 04 03抚州TC4钛标准件的价格
04 03抚州TC4钛标准件的价格2022年日本研发梯度功能钛合金材料,实现构件不同部位性能调控。应用领域拓展:航空航天领域,3D打印钛异形螺母用于航天器结构连接,重量减25%、寿命提30%;医疗领域,个性化钛骨板根据患者CT数据打印,贴合度提升40%,术后恢复加速;模具领域,打印钛标准件用于复杂模具型腔,生产效率翻倍。全球钛标准件增材制造市场规模从2019年6亿元增至2... 【查看详情】
-
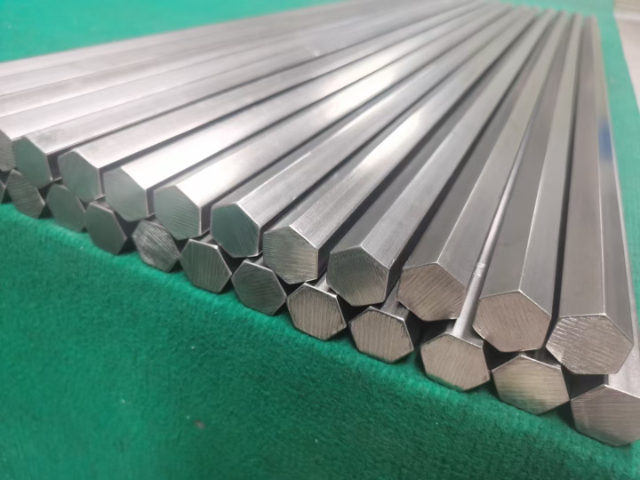 03 03泉州TA1钛棒多少钱一公斤
03 03泉州TA1钛棒多少钱一公斤表面改性技术的创新是提升钛棒综合性能的关键,通过多维度处理实现耐蚀、耐磨、导电等功能强化。在耐蚀改性方面,激光熔覆 TiMoNbCr 涂层使钛棒在 3.5% NaCl 溶液中的自腐蚀电位提升至 - 0.230V,较未处理 TC4(-0.397V)耐蚀性提升 40%;化学气相沉积的石墨烯膜则能将酸性氟化物环境中的腐蚀速率降低 50%,通过二... 【查看详情】
-
 01 03西安TA1钛丝货源源头厂家
01 03西安TA1钛丝货源源头厂家焊接工艺是钛丝应用过程中实现连接与成型的关键手段,由于钛的化学活性高,在高温下易与氧、氮、氢等气体反应导致焊缝脆化,因此钛丝焊接对工艺与环境控制要求极高,常用的焊接方法包括氩弧焊、激光焊、电阻焊等,分别适配不同的应用场景。氩弧焊是钛丝焊接中常用的方法,分为手工氩弧焊与自动氩弧焊,其是通过氩气保护焊缝区域,防止高温下的气体污染。焊接时需采用... 【查看详情】
-
 28 02
28 02