满足您需求的轮廓仪
使用范围广: 兼容多种测量和观察需求
保护性: 非接触式光学轮廓仪
耐用性更强, 使用无损
可操作性:一键式操作,操作更简单,更方便
智能性:特殊形状能够只能计算特征参数
个性化: 定制化客户报告模式
更好用户体验: 迅捷的售后服务,个性化应用软件支持
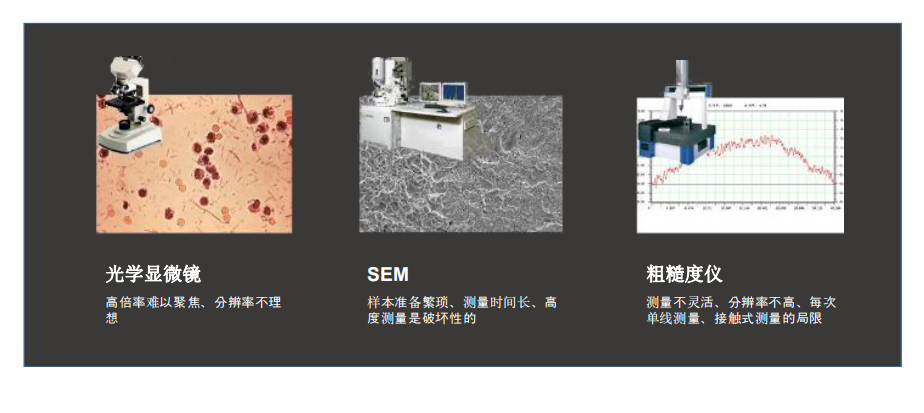
1.精度高,寿命长---采用超高精度气浮导轨作为直线测量基准,具有稳定性好、承载大、**磨损等优点,达到国内同类产品较高精度。 2.高精度光栅尺及进口采集卡---保证数据采样分辨率,准确度高,稳定性好。(网络) 传统光学显微镜的图像包含清晰和模糊的细节.四川轮廓仪推荐产品
2)共聚焦显微镜方法
共聚焦显微镜包括LED光源、旋转多***盘、带有压电驱动器的物镜和CCD相机。LED光源通过多***盘(MPD)和物镜聚焦到样品表面上,从而反射光。反射光通过MPD的***减小到聚焦的部分落在CCD相机上。传统光学显微镜的图像包含清晰和模糊的细节,但是在共焦图像中,通过多***盘的操作滤除模糊细节(未聚焦),只有来自聚焦平面的光到达CCD相机。因此,共聚焦显微镜能够在纳米范围内获得高 分辨率。 每个共焦图像是通过样品的形貌的水平切片,在不同的焦点高度捕获图像产生这样的图像的堆叠,共焦显微镜通过压电驱动器和物镜的精确垂直位移来实现。200到400个共焦图像通常在几秒内被捕获,之后软件从共焦图像的堆栈重建精确的三维高度图像。 上海轮廓仪代理价格共聚焦显微镜包括LED光源、旋转多***盘、带有压电驱动器的物镜和CCD相机。

表面三维轮廓仪对精密加工的作用:
一、从根源保障物件成品的准确性:
通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,**提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,**终导致整个生产链更大的损失。
二、提高效率:
智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,**提高加工效率。
三、涵盖面广的2D、3D形貌参数分析:
表面三维轮廓仪可测量300余种2D、3D参数,无论加工的物件使用哪一种评定标准,都可以提供***的检测结果作为评定依据,可轻松获取被测物件精确的线粗糙度、面粗糙度、轮廓度等参数。
四、稳定性强,高重复性:
仪器运用高性能内部抗震设计,不受外部环境影响测量的准确性。超精密的Z向扫描模块和测量软件完美结合,保证高重复性,将测量误差降低到亚纳米级别。
轮廓仪在集成电路的应用
封**ump测量
视场:72*96(um)物镜:干涉50X 检测位置:样品局部
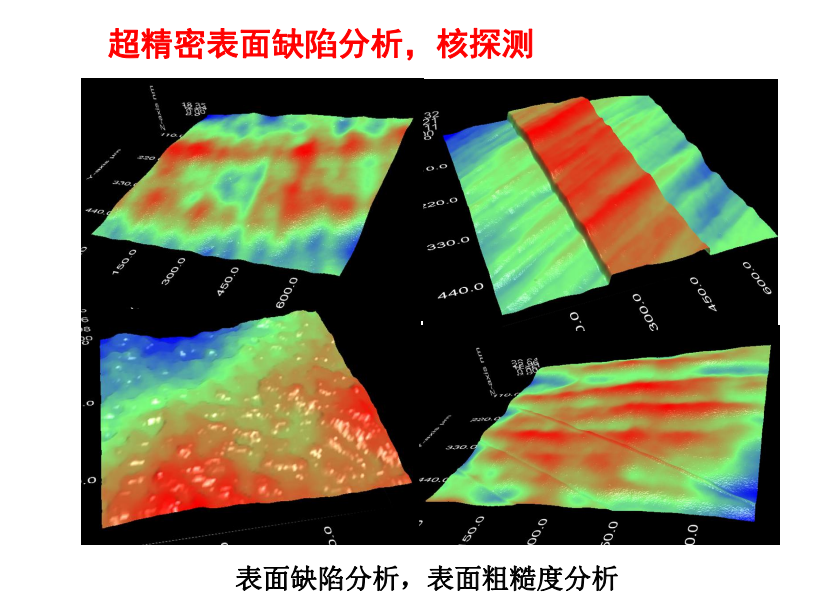
面减薄表面粗糙度分析
封装:300mm硅片背面减薄表面粗糙度分析 面粗糙度分析:2D, 3D显示;线粗糙度分析:Ra, Ry,Rz,…
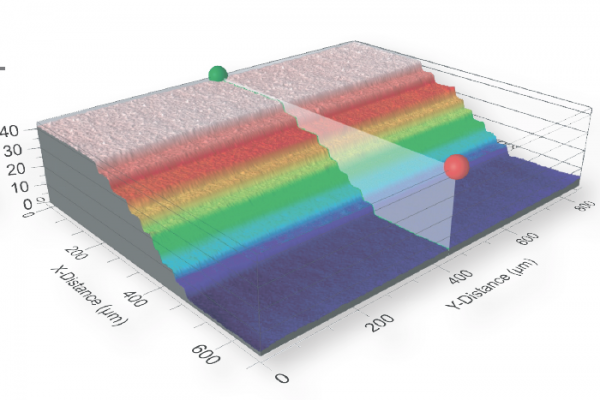
器件多层结构台阶高 MEMS 器件多层结构分析、工艺控制参数分析
激光隐形切割工艺控制 世界***的能够实现激光槽宽度、深度自动识别和数据自动生成,**地缩
短了激光槽工艺在线检测的时间,避免人工操作带来的一致性,可靠性问题
欢迎咨询。 产能 : 45s/点 (移动 + 聚焦 + 测量)(扫描范围 50um)。

轮廓仪的性能
测量模式
移相干涉(PSI),白光垂直扫描干涉(VSI),单色光垂直扫描干涉(CSI)
样 品 台
150mm/200mm/300mm 样品台(可选配)
XY 平移:±25mm/150mm/200mm/300mm,倾斜:±5°
可选手动/电动样品台
CCD 相机像素
标配:1280×960
视场范围
560×750um(10×物镜)
具体视场范围取决于所配物镜及 CCD 相机
光学系统
同轴照明无限远干涉成像系统
光 源
高 效 LED
Z 方向聚焦 80mm 手动聚焦(可选电动聚焦)
Z 方向扫描范围 精密 PZT 扫描(可选择高精密机械扫描,拓展达 10mm )
纵向分辨率 <0.1nm
RMS 重复性* 0.005nm,1σ
台阶测量** 准确度 ≤0.75%;重复性 ≤0.1%,1σ
横向分辨率 ≥0.35um(100 倍物镜)
检测速度 ≤ 35um/sec , 与所选的 CCD 白光干涉系统基于无限远显微镜系统,通过干涉物镜产生干涉条纹,使基本的光学显微镜系统变为白光干涉仪.晶圆片轮廓仪有哪些应用
轮廓仪可用于Oled 特征结构测量,表面粗糙度,外延片表面缺 陷检测,硅片外延表面缺 陷检测。四川轮廓仪推荐产品
轮廓仪、粗糙度仪、三坐标的区别
关于轮廓仪和粗糙度仪
轮廓仪与粗糙度仪不是同一种产品,轮廓仪主要功能是测量零件表面的轮廓形状,比如:汽车零件中的沟槽的槽深、槽宽、倒角(包括倒角位置、倒角尺寸、角度等),圆柱表面素线的直线度等参数。总之,轮廓仪反映的是零件的宏观轮廓。粗糙度仪的功能是测量零件表面的磨加工/精车加工工序的表面加工质量,通俗地讲,就是零件表面加工得光不光(粗糙度老国标叫光洁度),即粗糙度反映的是零件加工表面的微观情况。
关于三坐标测量轮廓度及粗糙度
三坐标测量机是不能测量粗糙度的,至于测量零件的表面轮廓 ,要视三坐标的测量精度及零件表面轮廓度的要求了,如果你的三坐标测量机精度比较高,但零件轮廓度要求不可,是可以用三坐标来代替的。一般三坐标精度都在2-3um左右,而轮廓仪都在2um以内,还有就是三坐标可以测量大尺寸零件的轮廓,因为它有龙门式三坐标和关节臂三坐标,而轮廓仪主要是用来测量一些小的精密零件轮廓尺寸的,加上粗糙度模块也可以测量粗糙度。 四川轮廓仪推荐产品