- 产地
- 无锡
- 品牌
- 无锡绿禾盛环保
- 型号
- 齐全
- 是否定制
- 是
反渗透设计要点
●影响限制值的因素 给水水质及污染程度 膜元件有效膜面积 膜元件的结构(浓水流道宽度等) ●设计合理的回收率 (回收率的高低直接影响浓水量及浓水水质哦) ▶海水淡化对回收率的限制 高TDS导致高渗透压 限制回收率35% ~ 55% ▶苦咸水处理对回收率的限制 回收率通常为70% ~ 85% 高硬度,高难溶盐导致结垢 通过软化和投加阻垢剂可以提高回收率 高污染导致污堵,要求低回收率 ▶产水水质要求对回收率的限制 回收率越低,产水水质越好

纯化水设备系统设计中,管道材质、部件连接方式、阀门以及焊接工艺的选择等对产水水质会有较大影响。在与纯化水接触的水罐罐和输送管道所用材料应当无毒、耐腐蚀;部件连接优先采用焊接或卡箍连接,其次是法兰连接,不建议采用螺纹连接;在阀门的选择上,与纯水接触的部分采用结构简单且纯净度高的隔膜阀而不是球阀,水平安装管道需设要低点排放阀,并需要预留一定的排放坡度,在管道的设计中要避免管道的死角过大,在有严格死角要求的情况下建议采用阀组,和死角更小的T型阀;焊接遵循焊接标准和检查标准,并及时记录和通过内窥镜进行检测。
河北出口超纯水设备制造产生原因:多是吸水管漏气、底阀漏气;进水口堵塞;底阀入水深度不足;水泵转速太低。

储存、维护保养方法不善造成膜性能的降低:新的ro反渗透膜元器件一般 侵润1%NaHSO3和18%的凡士林溶液后存储在密封性的包装袋中。在包装袋不碎的状况下,存储一年上下,也不会危害其使用寿命和性能。当包装袋张口后,应尽早应用,以防因NaHSO3在空气中空气氧化,对元器件造成负面影响。因而膜应尽可能在应用前开封。反渗透设备调试完后,大家选用过二种方式防护膜。
出現这类状况应较早查验绒喷过滤芯是不是早已必须清洗或拆换,随后清洗RO膜就可以。品质很差的源水会造成RO膜常常阻塞,这时大家应加设离子交换法设备或在原水里加上反渗透阻垢剂,以清理水里残渣,进而提升产水品质、提升RO膜的使用期。水流量愈来愈小:解决方案:一些设备使用人会发觉,设备水流量愈来愈小(应用饮用水作源水的设备大部分不容易出現这类状况),这是由于一些地表水水体较弱,残渣较多,导致RO膜一部分阻塞,进而使设备水流量降低。
超纯水设备在光伏行业晶体管的应用
在光伏行业晶体管、集成电路生产中,纯水主要用于清洗硅片,另有少量用于药液配制,硅片氧化的水汽源,部分设备的冷却水,配制电镀液等。集成电路的产品质量及生产成品率关系很大。水中的碱金属(K、Na等)会使绝缘膜耐压不良,重金属(Au、Ag、Cu等)会使PN结耐压降低,III族元素 (B、Al、Ga等)会使N型半导体特性恶化,V族素(P、As、Sb等)会使P型半导体特性恶化,水中细菌高温碳化后的磷(约占灰分的20%~50%) 会使P型硅片上的局部区域变化为N型硅而导致器件性能变坏。水中的颗粒(包括细菌)如吸附在硅片表面,就会引起电路短路或特性变差。 FO在饮用水净化方面目前应用极成功的应属在空间站中将产生的生活污水直接处理成饮用水。

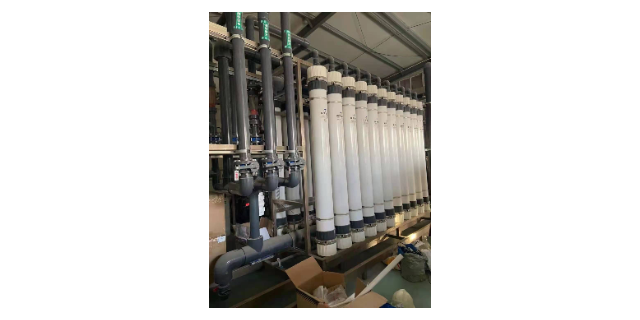
无锡绿禾盛环保公司生产的反渗透设备装置,以进口的复合膜组件为主,辅以多级离心泵、不锈钢高压管路、阀门、仪表、电器控制系统等组成。反渗透纯水系统根据不同的源水水质采用不同的工艺。一般自来水经一级反渗透系统处理后,产水电导率<10μS/cm,经二级反渗透系统后产水电导率<2μS/cm甚至更低,在反渗透系统后辅以离子交换设备或EDI设备可以制备超纯水,使电阻率达到15-18.2兆欧姆以上(电导率=1/电阻率)。
无锡绿禾盛环保科技有限公司长期致力于污水处理,废水处理,纯净水设备、食品污水处理设备、超纯水设备,EDI 超纯水设备、软化水设备、反渗透设备、纯水设备等环保工程项目。 采用进口反渗透膜,脱盐率高,使用寿命长,运行成本低廉;重庆纯水设备配套
将一级RO泵,二级RO泵,EDI增压泵内空气排净。重庆实验纯水设备
五、复合聚酰胺膜使用中普遍存在的问题,因为聚酰胺膜耐余氯性差,在使用中没有正确投加氯等消毒剂,加上用户对微生物的预防重视不够,容易导致微生物的污染。目前许多水处理设备厂家生产的纯水微生物超标,就是消毒、保养不力造成的。反渗透设备没有采用消毒液保养;设备安装好后没有对整个管路和预处理设备消毒;间断运行不采取消毒和保养措施;没有定期对预处理设备和反渗透设备消毒;保养液失效或浓度不够。
六、反渗透设备在使用过程中,除了性能的正常衰减外,由于污染而引起设备性能的衰减更为严重。通常的污染主要有化学垢,有机物及胶体污染,微生物污染等。不同的污染表现出的症状是不同的。 重庆实验纯水设备


- 黑龙江超纯水设备供应商 2024-10-20
- 福建光电行业超纯水设备加工 2024-09-29
- 天津超纯水设备供应商 2024-09-29
- 上海纯水设备参数 2024-09-29
- 泰州化工超纯水设备 2024-09-28
- 湖南过滤纯水设备规格 2024-09-28
- 浙江化工超纯水设备 2024-09-28
- 南京化工超纯水设备 2024-09-28