以前弯管加工在材料多数是铁,但是随着现在技术的不断的进步,弯管加工的材料也开始多样化了,不锈钢冲压弯管工艺起首焊接一个横截面为多边形的多棱环壳或两头***的多棱扇形壳,内部冲满压力介质后,施以内压,在内压效果下横截面由多边形逐步酿成圆,成为一个圆形环壳。不锈钢冲压弯管合用于石油、自然气、化工、水电、修建和汽锅等行业的管路系。不需管坯作原料,可节省制管设备及模具费用,且可获得恣意大直径而壁厚相对较薄的碳钢弯头。可以缩短制造周期,出产本钱**降低。因不需求任何**设备,尤其合适于现场加工大型碳钢弯管加工。坯料为平板或可展曲面,因此下料简略,精度轻易包管,组装焊接便利。锅炉、石油化工、家具、机械制造、装潢、金属结构、幕墙装饰等行业。33紫铜管U型弯管加工批发厂
在我们的生活中,各类弯管产品层出不穷,同时关于弯管加工技术和水平也越来越优异,给我们的日常生活带来了非常多的便利。不过产品在加工的过程中也会出现一些小问题,比如在加工的过程中出现了微裂纹,导致成型的产品出现缺点等,影响销售。所以在进行弯管加工的过程中,不仅要采用优异的技术工艺进行处理,同时还需要采取适当的措施加以控制。比如在产品加工的过程中,如果温度超过一定范围的话,那么产品的表面会出现一定程度的变形,这样产品的表面会出现很多的细裂纹。因而在加工过程中需要合理控制其的温度情况。弯管的微裂纹一方面是由于温度不合理,另一方面的原因是所用材质质量不过关。因而在弯管加工期间可能会出现因高速变形会导致加工的设备出现损坏的情况。事实上,这些裂纹的出现需要一定的条件。33紫铜管U型弯管加工批发厂供应角铁拉弯加工 不锈钢,铝合金弯曲弯圆拉弯,弯头、盘管、扶手、栏杆、推车.

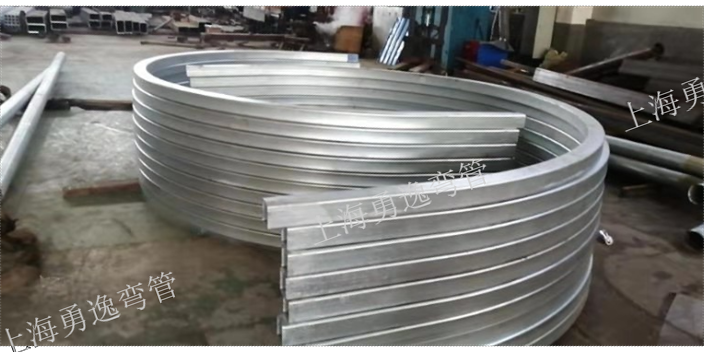
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。
上海勇逸弯管有限公司(上海弯管拉弯厂)座落于景色秀丽的上海市奉贤区洪庙镇,是一家生产弯管、钢板轧半圆57~219,各种规格异型钢弯圆,并承接各类冷作非标。定制加工各种盘管、U型管、各种管道弯头。工字钢4#~30#,槽钢正反弯圆4#~30#,扁钢弯法兰圈。角钢正反弯圆2#~15#,各种方管弯圆。筒体束口加工的专业厂家。加工制作型材如:圆管,方管,矩形管,椭圆管,槽钢、角钢、扁钢、工字钢,不等边,异形材等,均可以一次性制作成型.弯管弯圆生产加工成型如;C形弯管,U形弯管L形弯管,S形弯管,Z形弯管W形弯管组合弯管蛇形弯管,蚊香形盘管螺旋形弯管,双曲面弯管套管式蚊香盘管。弯管成品广泛应用于:火车、汽车、摩托车、童车、船舶,钢制家具、体育健身器材、空调配管、卫浴设备、石油化工、造船航天、机械制造等行业。 弯管加工:对φ1.6---76之间的不锈钢管、铜管、铝管、钢管等.

1、导电良好,耐酸钛材料制造。与导电接触部分用比较好的紫铜板做的挂钩。2、能使电流自由地通过。不会因断面太小,电阴太大,产生过热而烧断钛挂具。3、钛挂具与零件接触面积小,但保证电流通过。接触点不产生局部过热,烧毁零件或挂具。4、厚度在、尺寸精度和光洁度较高的零件、硬质阳极氧化的零件、用通用挂具无法装挂的零件,为了保证产品质量和提高生产效率,都要根据零件的外形和阳极氧化的部位设计和制造**挂具,以保证零件阳极氧化质量。氧化钛挂具、钛碟安装使用时的注意事项:1、钛挂具底部离槽底的距离为150~200mm2、工作沉入电件液的浓度为距离件液面约40~60mm3、钛挂具与挂具面的距离为20~40mm4、挂具与槽壁要大于50mm5、手工操作能用的钛挂具的装载质量一般为1~3KG左右6、提杆位置应离于液面80mm以上应用承受整个挂具和工作重量的机械强度7、主杆、支杆都起承驼工作的重量和传递电流的作用应有足够的机械强度和导电截积8、可根据客户需要定做钛挂具、钛碟、钛螺丝。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。杭州33紫铜管U型弯管加工生产工艺
不同材质进行各种钣金折弯及焊接组立.33紫铜管U型弯管加工批发厂
异型弯管加工方法与厚壁弯管加工特点发布者:admin点击:205因为市场的需求不同,导致管道等产品多样化,如果单一品种的产品没有办法满足市场的需求,还有异型弯管。根据异型弯管变径的大小,异型弯管是怎样成型的分为一次压制成形或多次压制成形。异型弯管的缩径成形工艺是将与异径管年夜端直径相等的管坯放入成形模中,经由过程沿管坯轴向标的目的的压制,使金属沿模腔勾当并缩短成形。扩径成形是接纳小于异径弯管年夜端直径的管坯,用内冲模沿管坯内径扩径成形。扩径工艺主要办理变径偏年夜的异径管不易经由过程缩径成形的情形,偶然根据质料和产品成形需要,将扩径与缩径的体例合并操纵。而厚壁弯管冲压一般没有切屑碎料生成,它的材料消耗是比较少的,而且它也不需要其他的加热设备。所以厚壁弯管冲压是一种省料、节能的加工方法。而且它的冲压件成本也是比较低的。使用这种方法操作的人也比较高。厚壁弯管冲压的时候因为模具保证了冲压件的尺寸与形状精度,而且它一般不破坏冲压件的表面质中频弯管量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,它还具有具有一模一样的特征。厚壁弯管冲压加工的生产效率高,而且操作起来比较方便。33紫铜管U型弯管加工批发厂