轮廓仪是一种两坐标测量仪器,仪器传感器相对被测工件表而作匀速滑行,传感器的触针感受到被测表而的几何变化,在X和Z方向分别采样,并转换成电信号,该电信号经放大和处理,再转换成数字信号储存在计算机系统的存储器中,计算机对原始表而轮廓进行数字滤波,分离掉表而粗糙度成分后再进行计算,测量结果为计算出的符介某种曲线的实际值及其离基准点的坐标,或放大的实际轮廓曲线,测量结果通过显示器输出,也可由打印机输出。(来自网络)
轮廓仪在集成电路的应用:
封**ump测量
视场:72*96(um)物镜:干涉50X 检测位置:样品局部
面减薄表面粗糙度分析
封装:300mm硅片背面减薄表面粗糙度分析 面粗糙度分析:2D, 3D显示;线粗糙度分析:Ra, Ry,Rz,…
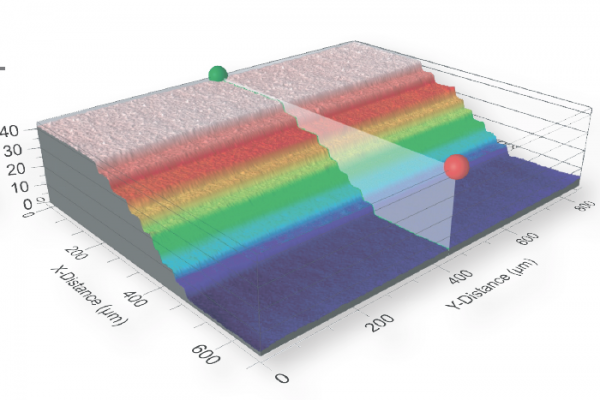
器件多层结构台阶高 MEMS 器件多层结构分析、工艺控制参数分析
激光隐形切割工艺控制 世界***的能够实现激光槽宽度、深度自动识别和数据自动生成,**地缩
短了激光槽工艺在线检测的时间,避免人工操作带来的一致性,可靠性问题
隔振系统:集成气浮隔振 + 大理石基石。国产轮廓仪国内用户
随着时代的发展,轮廓仪也越来重要了,不少的产品检测都需要通过轮廓仪进行检测,***就让我们来了解一下轮廓仪的工作原理与应用吧。轮廓仪工作原理轮廓仪是一种双坐标测量仪器。仪器传感器相对于测量的工件台以恒定速度滑动。传感器的触针检测测量仪表的几何变化,并分别在X和Z方向上对其进行采样,并将其转换为电信号。电信号被放大和处理,然后转换成数字信号并存储在计算机系统的存储器中。计算机以数字方式过滤原始表格的轮廓,分离表面并计算粗糙度分量,测量结果为计算符号。某个曲线的实际值及其与参考点的坐标,或放大的实际轮廓曲线。测量结果通过显示器输出,也可以由打印机输出。轮廓仪应用轮廓仪***用于机械加工、汽车、摩托车、精密五金、精密工具、刀 具、模具、光学元件等行业适用于研究机构、大学、计量机构和企业计量室。在汽车,摩托车和制冷行业,它可以测量活塞,活塞销,齿轮的总线参数和汽车,摩托车和压缩机的阀门柱塞,可以测量各种倾斜部件的参数。在轴承工业中,内护套环的密封槽的形状(角度,倒角R,槽深,槽宽等);各种滚子轴承的滚子和套圈母线的冠部,角度和对数曲线;电机轴,圆柱销,活塞销,滚针轴承,圆柱滚子轴承。材料表面轮廓仪其他高精密仪器NanoX-8000 Z 轴聚焦:100mm行程自动聚焦,0.1um移动步进。

轮廓仪在晶圆的IC封装中的应用:
晶圆的IC制造过程可简单看作是将光罩上的电路图通过UV刻蚀到镀膜和感光层后的硅晶圆上这一过程,其中由于光罩中电路结构尺寸极小,任何微小的黏附异物和下次均会导致制造的晶圆IC表面存在缺 陷,因此必须对光罩和晶圆的表面轮廓进行检测,检测相应的轮廓尺寸。
白光轮廓仪的典型应用:
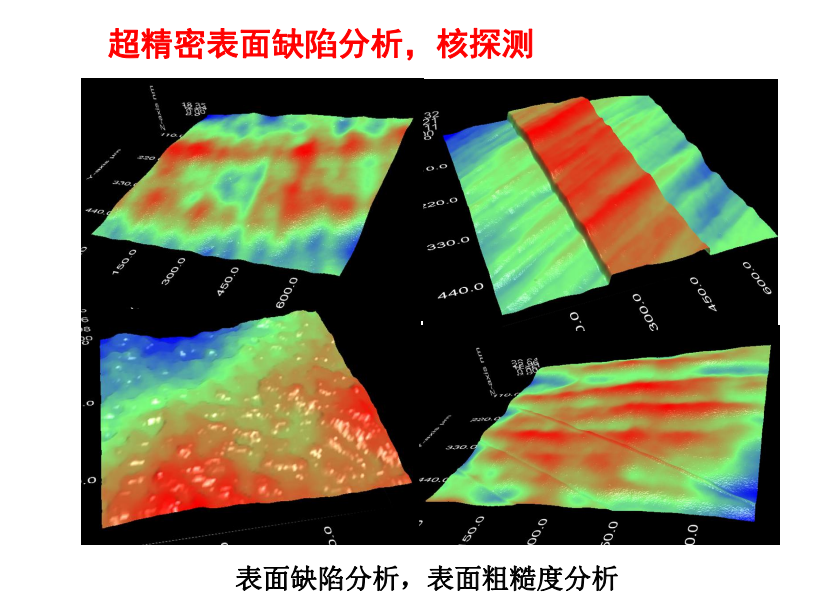
对各种产品,不见和材料表面的平面度,粗糙度,波温度,面型轮廓,表面缺 陷,磨损情况,腐蚀情况,孔隙间隙,台阶高度,完全变形情况,加工情况等表面形貌特征进行测量和分析。
表面三维微观形貌测量的意义
在生产中,表面三维微观形貌对工程零件的许多技术性能的评家具有**直接的影响,而且表面三维评定参数由于能更***,更真实的反应零件表面的特征及衡量表面的质量而越来越受到重视,因此表面三维微观形貌的测量就越显重要。通过兑三维形貌的测量可以比较***的评定表面质量的优劣,进而确认加工方法的好坏以及设计要求的合理性,这样就可以反过来通过知道加工,优化加工工艺以及加工出高质量的表面,确保零件使用功能的实现。
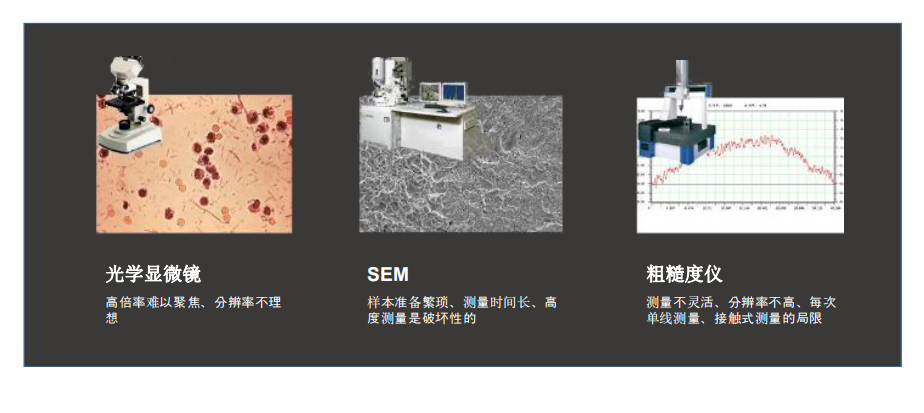
表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。
配置Barcode 扫描板边二维码,可自动识别产品信息。

轮廓仪的自动拼接功能:
条件: 被测区域明显大于视场的区域,使用自动图片拼接。
需要点击自动拼接, 轮廓仪会把移动路径上的拍图自动拼接起来。
软件会自适应计算路径上移动的偏差,自动消除移动中偏差,减小误差。
但是误差是一定存在的。
白光轮廓仪的典型应用:
对各种产品,不见和材料表面的平面度,粗糙度,波温度,面型轮廓,表面缺 陷,磨损情况,腐蚀情况,孔隙间隙,台阶高度,完全变形情况,加工情况等表面形貌特征进行测量和分析。
轮廓仪可用于:散热材料表面粗糙度分析(粗糙度控制),生物、医药新技术,微流控器件。材料表面轮廓仪其他高精密仪器
轮廓仪广泛应用于集成电路制造、MEMS、航空航天、精密加 工、表面工程技术、材料、太阳能电池技术等领域。国产轮廓仪国内用户
我们应该如何正确使用轮廓仪?
一、准备工作
1.测量前准备。
2.开启电脑、打开机器电源开关、检查机器启动是否正常。
3.擦净工件被测表面。
二、测量
1.将测针正确、平稳、可靠地移动在工件被测表面上。
2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现
3.在仪器上设置所需的测量条件。
4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。
5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。
国产轮廓仪国内用户