粉料气力输送系统的优点:1)输送效率高;2)物料在整个输送过程中完全封闭,因而极大的改善了工作条件,而且可避免物料在整个输送过程中吸湿、被污损或混入其他杂质,从而保证了被输送物料的质量,使物料输送过程免受外界环境干扰;3)设备简单,结构紧凑,工艺布置灵活,占地面积较小,选择布置输送线路容易;4)整个系统易于实现自动化控制;5)综合成本低,经济效益好;6)可极大的减少工人劳动强度。粉料气力输送系统的缺点:1)与其他散状固体物料输送设备相比气力输送系统的动力消耗费较高(系指机械输送系统输送每吨物料所需的垃高功率);2)气力输送系统*能输送较干燥、粒度小、粘度小的物料。一般,如果产品不允许破碎,则易于碎裂的产品不适合采用气力输送。除非是特殊设计的设备,否则易吸湿及易结块的物料也不适宜用气力输送系统输送。易氧化的物料不适宜用空气输送,但可采用惰性气体来代替空气进行输送;3)管道、通风机及其他元件与物料接触极易磨蚀、损坏;4)输送距离受限制。至目前为止,气力输送系统只能输送较短的距离,一般水平距离小于3000米;5)物料特性的微小变化(如堆积密度。
自动配料精度能达到多少?购买称重给料系统系统

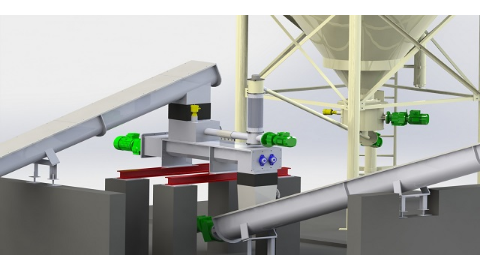
运行原理。破拱下料机ZDM 的主要部分是它的破拱轴,沿轴线安装了五层柔韧刮片。破拱轴由电机带动连接转角顺时针转动,确保物料下料。
如遇下料不畅,刮片凭借其柔韧性能够自动展开并逐渐破碎拱桥。之后,物料即可继续顺畅下料,刮片也会收转到轴毂上。 计量输送机由一个带有无轴螺旋的外管构成,螺旋以固定或可变的速度旋转。螺旋的每个螺距都携带恒定量的物料。这样物料的投加量将基于螺旋直径和转速而决定。 计量输送机在其末端出口处配有防堵开关(特殊清空除外)。 计量输送机还可选配隔离板,通过其使输送机隔离于破拱下料机。当破拱下料机配有 2 套计量输送机和隔离板的情况时,隔离输送机其中之一可对其进行维护,而另一套输送机仍可正常运行。
非标称重给料系统品牌上海称重给料系统价格一般是多少?

在配料过程中,解包室主要用于投料,由相关的工作者将料包打开并将其投放到解包室即可,为了降低和避免传统粉料配料装置中粉料四处飞散,破坏环境,威胁工作人员健康的情况,该装置在解包室上方安装了除尘器,工作人员进行投料工作的同时,除尘器开始工作,将解包室上方扬起的粉尘吸附走,很大程度保持工作环境的干净整洁,解包室下连接着储料仓以及下料装置,投放的配料由解包室落入到储料仓,继而进入下料装置中,在这个加料工位的位置上,若有配料需求,则应当由专门的工作人员或器械将装料装置放置规范,然后开始工作,下料装置开始工作后,向乘料工具输送粉料,同时期内,称重工作开始同步进行,集中除尘装置也开始工作。当乘料装置中盛放的配料重量达到提前设定的预期值时,称量装置就会向盛料装置反馈,暂时一轮的加料工作就会停止,多种配料重量都达到预设值时,盛料装置就会将各种配料下放,进入传输装置,输送至下一个工作环节,所有的配料环节结束后,再由工作人员将盛料容器取下,按照相应的工作程序进行加工装袋即可。加工中,控制配料精细度的设备主要是依靠电子称重设备,电子称重设备的精细度直接关系到配料的精确度,该环节主要由电子称重控制系统自动修正。
料仓破拱卸料机ZDM400一体化破拱/计量装置是SODIMATE专门为料仓下料以及计量设计的机械系统。无论料仓容量大小,该系统均可安装在任何锥形料仓下,使之成为一个紧凑型的加药装置,根据客户的要求实现精确控制料仓内物料的下料及输送的投加量/流量。同时,作为新的升级产品,它替代原有的DDS400型号,在使用上更为模块化,为使用方提供更多的便利和节约更多的成本。运行原理:料仓破拱卸料机ZDM400破拱机的主要部分是一根带有多层柔韧刮片的破拱轴。在料仓锥斗内由减速电机带动旋转使柔韧刮片有效防止拱桥形成并确保持续流动。直接连接在轴上的手臂刮刀使定量输送机能完全被填满从而有效精确地完成体积式定量输送。为提高体积式给料机的精确度,可以在设备上加装一套电子装置,成为一台带失重测量功能的称重给料机。优势:料仓破拱卸料机ZDM400一体化破拱/计量装置是SODIMATE专门为料仓下料以及计量设计的机械系统。无论料仓容量大小,该系统均可安装在任何锥形料仓下,使之成为一个紧凑型的加药装置,根据客户的要求实现精确控制料仓内物料的下料及输送的投加量/流量。同时,作为新的升级产品,它替代原有的DDS400型号,在使用上更为模块化。称重给料系统厂家有哪些?

提升减速箱的维护和保养
(1)HZS75以下规格的搅拌站,减速机在***次加油运转150~200小时后需更换新油,HZS75A以上规格的搅拌站,减速机在***次加油运转500小时后需更换新油,注入新油前,减速箱内部的油污要***干净;
(2)减速机连续工作1000-2000小时后,润滑油进行第二次更换,以后每隔2000工作小时更换一次,若工作条件恶劣,应适当缩短换油时间;
2.3钢丝绳的维护和保养
(1)禁止提升斗下落触地,使钢丝绳与卷筒松脱,导致排列发生乱绳现象;
(2)检查钢丝绳夹头固定和磨损情况,当钢丝绳每节距可见钢丝断裂根数超过总根数的5%时,应及时更换;
(3)更换新钢丝绳,必须在钢丝绳滚筒上绕绳1.5圈以上;
(4)至少每隔20天对钢丝绳均匀涂锂基润滑脂或钙基润滑脂与40号机油的混合物。
2.4行程开关的维护保养
(1)搅拌站运行***周内应每天检查限位的连接螺栓有无松动;
(2)每次正式运转前手动提升和降落提升斗,确定限位开关动作是否灵活可靠;
(3)每天检查一次第二限位开关是否灵活可靠;每周检查一次极限限位是否可靠。
进行维保和检修时,应将料斗提升到上止点,用轨道处的安全销锁住。
怎么维修称重给料系统?非标称重给料系统品牌
维修称重给料系统的方法?购买称重给料系统系统
在气相法聚丙烯装置中,粉料输送管道作为载体,将反应完成后的聚丙烯粉料输送至脱活单元,对管道内残留的催化剂进行失活处理。粉末管道在输送时,管道内部为气、固两相流,极易发生堵塞和振动的情况,若设计不当往往容易造成安全隐患,导致装置停车,并且带来较大的经济损失。通过以某气相法工艺聚丙烯装置中粉料输送管道为研究对象,阐述其布置要点并对出现的问题进行探讨和研究。
气相法聚丙烯装置中,经两台卧式反应器反应后的聚丙烯粉料,在反应器出口柱塞阀的时序控制下往下游持续送料,粉料通过管道被输送至气体膨胀袋滤器,在袋滤器中完成气、固组分的分离。分离完成后,粉料经出口旋转阀,继续被输送至脱气仓。在脱气仓内,带活性的聚合物粉末与含有蒸汽的湿氮气接触使得存留在管道内的催化剂失效,俗称“脱活”。完成脱活后,聚丙烯粉料在重力作用下,经出口旋转阀,输送至造粒单元。
购买称重给料系统系统