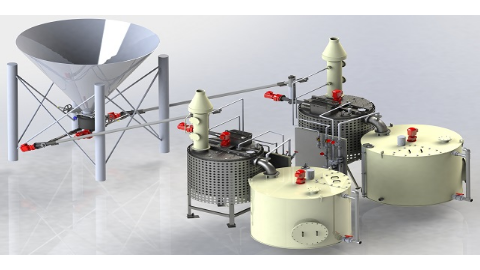
气相法聚丙烯装置粉料输送相关设备主要由两台卧式反应器、气体膨胀袋滤器以及脱气仓组成,按工艺流程进行布置,在满足工艺标高要求以及操作空间需求的前提下,设备尽可能靠近布置,满足工艺要求下尽量降低标高。脱气仓及气体膨胀袋滤器布置在西侧框架内,上下布置。根据脱气仓底部接收料斗检修所需**小净空确定脱气仓安装高度。脱气仓框架与反应框架之间尽可能实现层层连通,方便巡检。
气相法聚丙烯装置中,输送至脱活单元的粉料管道包括反应器出口1根DN100的管道以及第二反应器出口2根DN100的管道,管内物料主要为聚丙烯粉料和少量丙烯,气固两相。物料分别从两台反应器出口,经柱塞阀按时顺序控制出料,通过压差将聚丙烯粉料送至气体膨胀袋滤器。聚丙烯粉末和未反应单体在此袋滤器中进行分离。聚丙烯粉料在重力作用下经出口旋转阀进入脱气仓。
称重给料系统维修保养。颗粒称重给料系统进货价

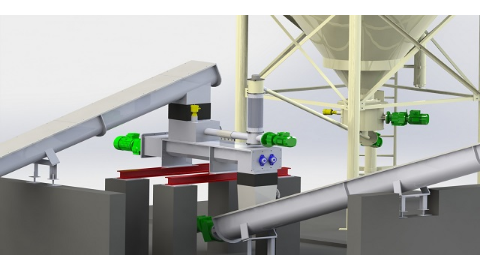
振动管道的支架设置,直接影响到整个管系的运行是否稳定和安全,合理的设置将有利于吸收和缓解管道的振动,减少振动对管道及设备的影响。首先应优先刚性支架,刚性支架刚度较大,在垂直方向上有很好的约束。其次应避免采用弹簧支架,弹簧支架刚度小,抗振动能力差,对振动基本没有约束。根据动态分析结果,在振幅较大位置应设置减振支架或阻尼支架,在振动方向上对其进行约束,能够有效地控制管道的振动。以某气相聚丙烯装置粉末输送线为例,根据动态分析后的结果,在要求位置设置阻尼支架进行约束。从图中可以看到,减振支架基本均位于弯头前后部,为减轻脉动冲击荷载对管道及支架的破坏,同时又不影响管道的自然膨胀,该设计采用了阻尼支架,以分担支架受力并有效起到约束作用,防止管道振动过大造成破坏。对于沿脱气仓框架爬升的垂直管道,垂直距离较长约40m,受弯头位置产生冲击力的影响,管道振动会被放大,因此在管线穿越框架楼板时选用导向架进行四个方向的限位,间隙应控制在1mm。氧化镁称重给料系统哪家好称重给料系统常见问题是什么?
提升减速箱的维护和保养
(1)HZS75以下规格的搅拌站,减速机在***次加油运转150~200小时后需更换新油,HZS75A以上规格的搅拌站,减速机在***次加油运转500小时后需更换新油,注入新油前,减速箱内部的油污要***干净;
(2)减速机连续工作1000-2000小时后,润滑油进行第二次更换,以后每隔2000工作小时更换一次,若工作条件恶劣,应适当缩短换油时间;
2.3钢丝绳的维护和保养
(1)禁止提升斗下落触地,使钢丝绳与卷筒松脱,导致排列发生乱绳现象;
(2)检查钢丝绳夹头固定和磨损情况,当钢丝绳每节距可见钢丝断裂根数超过总根数的5%时,应及时更换;
(3)更换新钢丝绳,必须在钢丝绳滚筒上绕绳1.5圈以上;
(4)至少每隔20天对钢丝绳均匀涂锂基润滑脂或钙基润滑脂与40号机油的混合物。
2.4行程开关的维护保养
(1)搅拌站运行***周内应每天检查限位的连接螺栓有无松动;
(2)每次正式运转前手动提升和降落提升斗,确定限位开关动作是否灵活可靠;
(3)每天检查一次第二限位开关是否灵活可靠;每周检查一次极限限位是否可靠。
进行维保和检修时,应将料斗提升到上止点,用轨道处的安全销锁住。
调试阶段以氮气为介质,对粉料输送系统及柱塞阀时序控制进行测试,尽管设计时已充分考虑抗振的应对措施,试验过程中仍发现3根粉料输送管道均有不同程度的较大振动,振动发生部位均发生在临近气体膨胀袋滤器入口处。经分析,振动产生的主要原因是弯头过多,流体方向突变。通过图3某聚丙烯粉料输送管道振动位置标识图,我们可以看到在气体膨胀袋滤器入口,由于设备管口成均匀分布而上游管道按集中布置,导致配管时弯头数量增加,同时弯头与弯头之间的直管非常短,形成了连续拐弯的U形布置,流体冲击力连续发生方向变化。作用在弯头处的冲击力方向均不同,水平管道受两侧弯头处不同冲击力影响,振动被放大。
北京称重给料系统质量怎么样?

包装,运输,长期存储 。
SODIMATE设备采用的包装专门针对长途运输和装卸,使其过程中得到有效保护。
如需特殊包装,可事先作特别要求,根据需要采用可提供范围内的包装。
设备的常规包装是木箱。尽可能让其存放在木箱内以免受损坏,以及便于运输。
一个木箱的重量+设备:约250公斤,根据不同设备略有差别 。
螺旋采用专门的纸箱包装,可盘起,但由于尺寸关系它们不能被放在木箱里。
包装可于运输途中有效保护设备,但并不适用于室外存储。
在干燥的地方覆盖好(勿淋雨、进水、水汽)。
勿重压及撞击。
存放模式:
直接存放地上,勿堆积。
提示:
如螺旋条或者柔韧刮片表面有腐蚀都不影响使用。会随着使用过程中与物料摩擦消除。
减速电机发货前已添加机油,持续时间为2 年。
称重给料系统主要运用在哪些方面?安徽称重给料系统供应商家
称重给料系统厂家有哪些?颗粒称重给料系统进货价
1.骨料集料仓及带式输送机的维护保养
1.1骨料集料仓
(1)根据搅拌站的使用情况,每月检查耐磨衬板及压板螺栓的磨损情况,并对已损坏的衬板及螺栓进行更换。
(2)搅拌站使用时,每天检查集料仓上所有传感器的上支座螺母锁紧情况,以后改为每周检查。
(3)每班前必须检查卸料门气缸开启或关闭是否自如,检查气缸缸体螺栓杆上的两支磁性开关指示灯是否正常工作。
1.2带式输送机
(1)在运行前检查电动滚筒内润滑油量及透气螺塞是否更换,油量以滚筒半径的2/3为宜,滚筒***工作300小时后更换筒内润滑油,以后每隔5000小时换油一次。推荐用油标准:L-CKC68工业闭式齿轮油。
(2)皮带机必须空载启动,***使用或电力系统维修后应检查输送带的运送方向是否正确。
(3)输送带的寿命磨损大多为跑偏、击穿损伤等人为因素造成,因此应检查输送皮带有无跑偏、皮带与从动辊之间有无异物掉入。如有异常情况应立即断电停机排除,对于张紧辊处有重垂箱的机构,发生皮带跑偏时,应在沙箱里沿跑偏相反方向加重物进行调整。
颗粒称重给料系统进货价