LED UV-A灯的完整性检查应比**蒸气灯更详细、更详细。对于阵列LED灯的检查,需要在灯前放置一张白纸,并通过此纸观察每个LED。阵列中的所有LED都应正常工作并具有相同的亮度。许多标准要求对LED UV-a灯的完整性进行“白纸检查”。此检查使用一张大白纸执行。将灯放在距离白纸38厘米(15英寸)的地方,并查看灯光区域。光线覆盖均匀,无明显亮点或暗点。白皮书检查的目的是找出明显的不均匀性。请注意,这不是测量,而是对灯性能的快速测试。如果使用电池供电的灯,请确保电池已充电并固定在灯内。 渗透检测作为常规无损检测法,广泛应用于航空航天、汽车、石油天然气、轨道交通、造船、压力容器等行业。L-ST探伤剂质量保证

虽然灵活性是LED技术的主要优势之一,但这也意味着需要了解更多该技术的详细信息才能找到适合无损检测的性能。但峰值波长并不是单一的考虑因素。LED的UV-A发射光谱比汞蒸气的要宽得多。在光谱的末端,它包括一些在400纳米以上可见光范围内的发射。从灯的深紫色眩光中可以看出这一点。荧光渗透和磁粉检测在黑暗环境下进行,以增加对比度,但可见光污染会干扰检测。对于航空级探伤,这种深紫色眩光是不可接受的。因此,任何用于航天探伤的灯具都必须配备UV-a通滤光片,以防止可见光发射。湖州U-ST探伤剂代理商尽管如此,与射线照相或超声波检测相比,渗透检测的灵敏度仍然很高,至少高出一个数量级。

实验表明,采用适当的表面活性剂,水基产品能在工件和试块表面充分润湿,不产生收缩,与油基产品相似。无论是光滑表面还是粗糙表面,水基和油基产品都表现出相同的润湿效果,不会产生收缩。
换用水基型荧光渗透液给用户带来的价值
材料成本低:相对油基产品价格较低
消耗少:渗透液带走量少,减少渗透液的消耗
废水处理成本低:废水产生量少;BOD/COD比值高,易处理;COD、BOD低,废水处理负荷减小预清洗后,简单的漂洗后,可以不用烘干就进行渗透,加快检测进程。优异的润湿性和可去除性,节约清洗用水,缩短清洗用时间。
可去除性好,背景残留少,信噪比高,使缺陷显示更加鲜明。
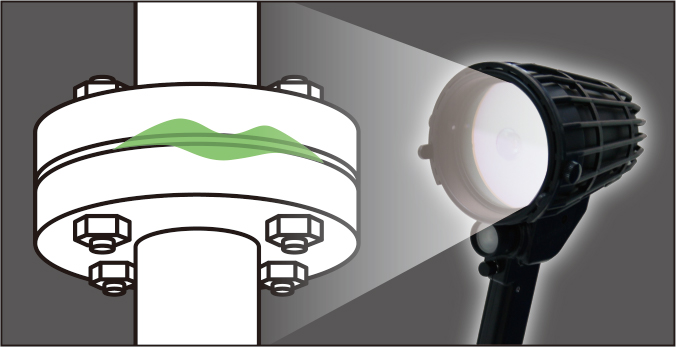
工作距离与照射形态
LED UV-A灯的照明面积是指被检表面黑光强度大于1000μw/cm2(探伤所需的最小值)的区域。曝光面积较小的灯可用于检测较小的区域,如孔、焊接接头和内表面。在大型结构中使用时,较小的暴露区域会产生“隧道视觉”,探伤人员只关注一个区域,暴露区域以外的指示很容易被漏掉。曝光面积较大的灯可以向眼睛注视(检查)周围区域提供UV-A辐射。这样,探伤人员就可以快速定位和识别这些区域的荧光显示,以便进行进一步的检测。 表面处理主要是指渗透检验前零件的表面清理,包括铁屑、铁锈、毛刺、氧化皮、积炭等步骤的清理。

在荧光探伤用LED灯的选择中,峰值波长是重要的因素。在以前的荧光渗透剂和荧光磁粉配方的研究和开发中,汞蒸气一直被用作紫外线光源。汞蒸气光源在365.4nm处产生单一的UV-a峰,即汞的发射线。因此,在所有荧光渗透剂和荧光磁粉的研发和制造中,染料的选择要求它们能在365nm的紫外辐射下发出荧光。发光二极管(LED)发射的紫外线的峰值波长是可变的,这取决于内部半导体的掺杂。为了保证led UV-A灯能使荧光渗透剂和荧光磁粉产生荧光,led的峰值波长必须在360-370nm范围内。 无论采用哪种方法,被检零件都应被渗透剂完全覆盖,并在整个过程中渗透,并保持一段时间的湿润。安徽U-T探伤剂代理商
如果采用水湿成像,则在水洗后直接成像,然后进行干燥处理。对于溶剂去除规则,不需要特殊的干燥处理。L-ST探伤剂质量保证
渗透检测方法:
一、表面处理:
1.受检表面不得有铁锈、氧化皮、焊接飞溅物、铁屑、毛刺和可能影响渗透检测的各种保护层。
2.被检测工件的加工表面粗糙度应小于或等于12.5μm;被检工件的非加工表面粗糙度可适当放宽,但不影响检验结果。
3.对于局部检测,准备工作的范围应从检测部位周围扩大25 mm。
4.焊缝检测时,外观检查合格后方可进行无损检测。(如无焊道、咬边、错边和角变形,目测和放大镜可见表面气孔,焊缝尺寸和形状不合格等)
二、验收标准
产品钢结构焊接缺陷为Ⅲ级时,焊缝质量等级应达到GB/T 12469规定的Ⅲ级。
渗透检测按JB/t4730.5-2005《承压设备无损检测》执行。
GB/T 12469-1990钢熔焊接头要求及缺陷分类
JB/t4730.5-2005《承压设备无损检测、渗透检测及渗透检测验收标准》
L-ST探伤剂质量保证码科泰克(上海)探伤设备有限公司致力于化工,以科技创新实现***管理的追求。码科泰克拥有一支经验丰富、技术创新的专业研发团队,以高度的专注和执着为客户提供探伤剂,探伤设备,喷标设备,含浸剂。码科泰克始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。码科泰克始终关注化工市场,以敏锐的市场洞察力,实现与客户的成长共赢。