解析房与灭菌柜、洁净区、包装区、仓储区合理衔接布局,形成从灭菌、解析、检测到入库的完整无菌处理流程,实现全流程规范化、高效化、安全化管理。解析房作为灭菌后处理的关键环节,位置设置合理,物品从灭菌柜取出后可快速转运进入解析房,流程顺畅、路线短,减少中间暴露时间。房间通过压差、门禁、物流通道与其他区域区分,防止交叉污染与废气回流。解析完成的合格物品可直接进入洁净区或包装环节,实现连续作业。整体布局遵循工艺流程与洁净车间原则,人流、物流、废物流分开,互不干扰。合理衔接使整个生产链条更加流畅,提高周转效率,降低污染与安全风险。解析房与上下游设备设施的科学配合,构建完整合规的生产体系,为企业质量管控提供有力保障。解析房净化系统可过滤空气中颗粒物与杂质,维持室内洁净度。解析房验收

解析房主要用于灭菌后物品的残留解析处理,通过稳定可控的环境加速有害物质释放,保障产品使用安全,完全符合医疗与制药行业相关规范要求。在医疗器械、医用耗材、药品包材等生产流程中,灭菌后的物品往往会吸附少量气体,若直接投入使用可能存在安全隐患,解析房则为这一过程提供了专业、规范的处理空间。室内通过合理控制温度、湿度、换气次数与气流组织,使物品在静置过程中逐步释放残留物质,并通过通风系统及时排出,确保产品达到安全限值要求。解析房的使用不仅是企业质量管控的重要环节,也是满足监管要求、降低产品风险的必要设施。整体环境密闭、洁净、安全,可避免废气外泄与交叉污染,同时为操作人员提供可靠的工作环境。从小型医疗机构到大型生产企业,解析房都能为不同用户提供稳定高效的解析条件,助力产品质量提升与合规生产。数字化解析房培训解析房规范流程可有效提升解析效率,缩短物品等待时间。

恒温解析房配备高精度恒温控制系统,室内温度均匀稳定,无明显温差,有助于提升解析效率,同时保证被处理物品的质量与安全性。不同材质的器械、耗材、包装材料在解析过程中对温度较为敏感,温度过高可能影响产品性能,温度过低则会降低解析速度,恒温环境能够有效平衡效率与安全性。系统采用高效空调与均匀送风设计,使房间各个位置温度保持一致,避免局部过热或过冷现象。温度控制精度高,波动范围小,可根据物品特性与工艺要求在合理区间内灵活设定。恒温系统具备自动调节与自适应功能,根据室内负荷变化自动调整输出功率,保持温度长期稳定。设备运行噪音低、能耗合理,适合 24 小时连续运行。墙面、吊顶、地面采用保温隔热材料,减少外界温度干扰,降低能源消耗。恒温解析房为解析过程提供稳定可靠的环境条件,提高批次间一致性,确保每一批物品都能在规范条件下完成解析,有效提升产品合格率与安全性。
解析房培训内容系统,包含设备操作、日常维护、故障判断、安全注意事项、应急处理等内容,确保操作人员能够规范、安全、独自使用设备。培训由专业技术人员现场讲解与演示,结合图文手册与视频资料,通俗易懂、便于掌握。操作培训重点讲解开关机、程序选择、参数查看、数据记录、物品摆放等基础内容,确保人员能够独自完成日常作业。维护培训讲解滤网更换、清洁消毒、设备检查等简单操作,降低后期维护难度。安全培训强调气体防护、应急停机、报警处理、疏散逃生等内容,提高人员安全意识。培训后进行实操考核,确保操作人员真正掌握技能。对于管理人员,额外提供数据查询、权限管理、报表打印、合规应对等内容培训。到位的解析房培训,保证设备正确使用、规范运行、安全作业,有效避免误操作带来的风险,提高设备使用效率与寿命。洁净解析房严格按照洁净车间标准建造,适合无菌医疗器械解析存放。

解析房监控系统实时采集、显示、记录室内运行状态、温湿度、压差、浓度、设备运行等关键参数,让管理人员随时随地掌握现场情况,实现透明化、数据化管理。监控界面直观清晰,中文显示,数据实时刷新,操作人员可快速了解室内状态。系统支持历史数据查询、曲线查看、报表打印等功能,便于质量追溯与合规检查。部分监控系统具备远程查看功能,管理人员通过电脑或手机即可实时监控,无需亲临现场。监控数据自动存储,长期保存,防止丢失,满足审计追踪要求。当参数出现异常时,监控系统同步触发报警,及时提醒处理。监控系统让解析过程从不可见变为可见,从经验管理变为数据管理,提高管控精度与响应速度,为企业安全生产与规范管理提供有力支持。恒湿解析房可控制环境湿度,避免物品受潮变形,保证产品质量。环保型解析房工作原理
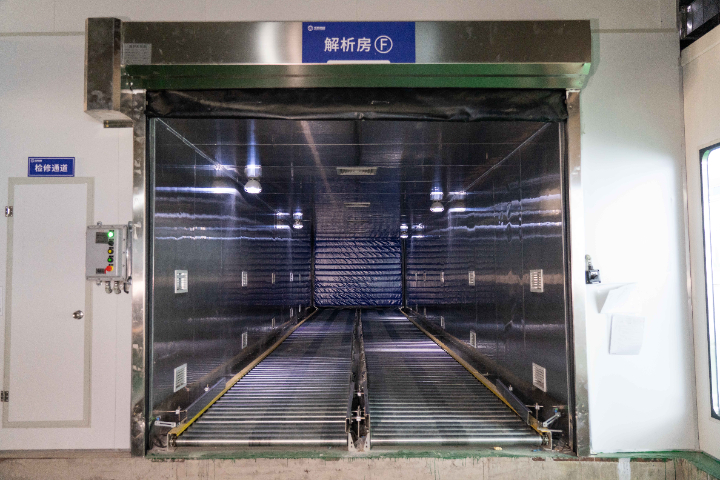
解析房尺寸可根据场地面积与处理量灵活设计,满足不同场景需求。解析房验收
解析房残留检测系统通过高精度传感器实时监测室内气体浓度,准确判断物品解析程度,确保产品完全达标后方可出库使用,保障使用安全。残留浓度是判断解析是否完成指标,检测系统可连续采集数据,实时显示浓度数值,当浓度降至安全限值以下时,系统自动提示解析完成。部分系统可设置上下限报警,浓度超标时及时提醒,避免解析不足物品流入下一环节。检测数据自动记录存储,可查询、可导出、可打印,满足质量追溯与审核要求。传感器灵敏度高、稳定性好、响应速度快,能够精确反映实时浓度变化,不受温湿度波动干扰。检测系统可与控制系统联动,根据浓度自动调节通风与运行时间,实现智能化解析管理。残留检测系统让解析过程由经验判断转变为数据判断,提高解析准确性与规范性,有效降低产品安全风险。解析房验收
顺志斯特科技(江山)有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在浙江省等地区的环保行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**顺志斯特科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!