
砂纸的使用:它的安全和环境保护砂纸打磨中产生的粉尘,是大的有害物,建议始终佩戴口罩,高目数砂纸还要采用PM口罩。另外,像铜、铅、碳纤维、玻璃纤维等制品,砂磨过程中的粉尘很容易伤害皮肤,一定要佩戴橡胶手套,必要时穿着橡胶防护服。砂磨过程粉尘飘扬,使用水磨会减少很多粉尘,同时也会污染水质,建议使用桶,一种目数一个水桶。目数的选用一般来说目数要从表面的光洁程度开始,一直达到预期的抛光程度。打磨块应设置倒角,即便如此使用中,边缘处的砂纸仍可能剥落,此时应立即修整剥落处,防止砂纸发生交叠毁坏工件。小结砂纸打磨,可以配合打磨块,快速可靠的处理大块表面,也可以手工抛光曲线和凹凸处。砂纸成本不高,一小块砂纸通过剪裁,就能派上大用场。金相砂纸粒度都有P80,P120,P180,P240,P320,P400,P600,P800,P1000,P1200,P1500,P2000,P2500,P3000,P4000,P5000,P7000.外径大小有直径200mm,220mm,250mm,300mm。还有非标定制。材料有进口和国产。有带胶和不带胶。一般打磨3道左右。砂纸的基重对打磨效果的影响。辽宁带背胶醋酸金相砂纸批发价
金相砂纸
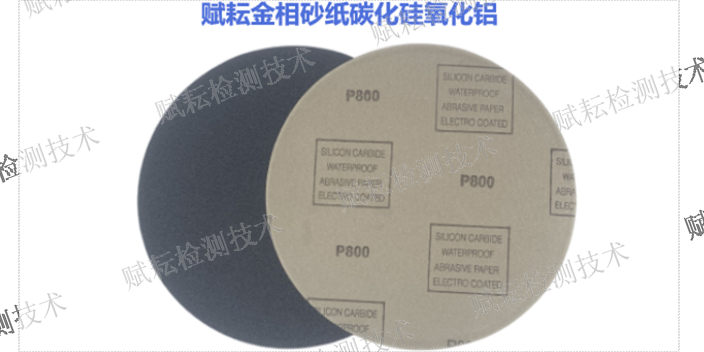
购买金相砂纸时,包装上的标识包含了多种有用信息。首先是磨料类型,常见的标识有“SiC”表示碳化硅,“Al₂O₃”表示氧化铝,“Diamond”表示金刚石。其次是粒度标识,如“P400”、“400#”或“JIS #400”,不同标准体系可通过查阅对照表转换。背衬材质和防水性能也会在包装上注明,例如“Waterproof”、“Paper Backing”或“Film Backing”。部分产品还会标注推荐用途,如“适用于铁基金属”或“适合湿磨”。生产批号和有效期虽然不是所有产品都有,但有的砂纸会提供以便追溯。磨料涂附密度有时用“闭式涂附”或“开式涂附”表示,闭式涂附的磨料颗粒覆盖更密集,适合硬材料;开式涂附的颗粒之间有间隙,能减少软材料堵塞。仔细阅读这些标识信息,有助于选择适合特定制样需求的砂纸。江苏微电子金相砂纸哪家好金相砂纸在金相研磨机上的安装方法?

新开封的金相砂纸有时表面会附着制造过程中残留的静电或松散磨料颗粒,直接使用可能影响磨削效果。一种常见的预处理方式是用干净的压缩空气轻吹砂纸表面,或用手轻轻弹动砂纸边缘,使浮尘脱落。对于背胶砂纸,粘贴前可用无纺布蘸取少量酒精擦拭研磨盘表面,去除油污后再进行粘贴,这样可以增加背胶与盘面的结合力。手工磨样时使用的方形砂纸,可先在平整台面上用重物压放一段时间,有助于消除因卷曲包装造成的轻微翘曲。部分操作者习惯在新砂纸上先用废样轻磨几下,使表面磨料达到一个相对稳定的切削状态,再开始正式样品的磨削。这些预处理步骤虽然不是强制要求,但在对表面质量要求较高的样品制备中,可以起到一定的辅助作用。
赋耘检测技术(上海)有限公司主营产品:金相砂纸(水砂纸、碳化硅砂纸、氧化铝砂纸、德国勇士)、金相抛光织物、金刚石抛光剂、抛光膏,冷却液、热镶嵌树脂、冷镶嵌树脂、金相制样设备、进口材料等。经营模式:经销批发,生产加工。专心,专业,专注,高效切割,快速镶嵌,缩短研磨时间,为实验提供全套制定解决方案。公司自创以来本着“以市场为向导,诚实守信、开拓创新”的经营方针,以敏锐的创新思路、强大的技术实力后盾,为客户提供一站式服务。赋耘金相砂纸粒度都有P80,P120,P180,P240,P320,P400,P600,P800,P1000,P1200,P1500,P2000,P2500,P3000,P4000,P5000,P7000.外径大小有直径200mm,220mm,250mm,300mm。还有非标定制。材料有进口和国产。有带胶和不带胶。一般打磨3道左右。抛光2道左右。基本可以达到镜面效果。其中金刚石磨盘也可以替代砂纸,成本要高些,一个金刚石磨盘可以相当于300张砂纸。砂纸粒度也可以按照欧标,美标,国标,一般国内按照欧标标准来,就是P80,或则80#这样来表示!金相砂纸在金相抛光中的配合使用方法?

木器、皮革等纤维材料,很难达到极高的目数,一般可以从200目左右直接开始,800至1000目就可以结束了。更高目数的木质皮革抛光,需要原始材质紧密、含油蜡,此时使用光滑硬质表面如玻璃、硬木、黄铜等,蘸以化学填充剂,将纤维粘接,就可进一步抛光金属材料,从80目开始,每次乘以2,到1500目左右时效果已经不错啦。更高目数的金属抛光,可以进一步使用3000、5000目砂纸,但效果甚微,此时应使用抛光膏,以干净的布、纸等蘸着擦,或使用羊毛轮来处理;另外也有使用化学抛光剂,效果可达镜面,唯不利个人健康塑料、碳纤维、玻璃纤维、石材制品,一般原始表面已经有亚光效果,砂纸选用有限,800目、1200目、1500目、2000目等,更高目数应使用抛光膏。如果是处理划痕,首先要确认表面能否均匀削薄至划痕凹陷处,否则不建议局部砂磨,会产生凹凸感,应整体涂布抛光膏,以羊毛轮打磨,减淡痕迹砂磨的手法首先从低目数开始,低目数不易堵砂纸,且粉末容易收集,可以不用水磨。每一遍干磨后清理掉粉末,确认表面砂纸痕是否均匀、平直,如果效果理想,就可换用下一个目数,此时打磨方向应与上一道痕迹呈较大夹角。当目数较高如800目后,就需要蘸水打磨了。磨削效果不好?试试赋耘金相砂纸!螺纹钢金相砂纸代理加盟
砂纸的耐磨性与哪些因素有关?辽宁带背胶醋酸金相砂纸批发价
某些特殊材料在磨削时对金相砂纸有额外的要求。钛合金及其合金具有较高的化学反应活性,磨削时若使用普通碳化硅砂纸且冷却不足,磨屑可能因高温而氧化燃烧,产生火花。因此,湿磨是加工钛合金的常用方式,且需要保证冷却液充分覆盖磨削区。镁合金质地较软且易燃,磨削时产生的细屑遇明火有燃烧风险,应避免干磨,并保持工作区域通风良好。对于热喷涂涂层或硬面堆焊层,表面常含有高硬度的陶瓷相,这类材料对砂纸的磨损较快,可以考虑使用金刚石砂纸或缩短每张砂纸的使用时长。对于生物医用材料如钴铬合金、纯钛,磨削时产生的粉尘可能引起部分人群的过敏反应,建议在带有吸尘装置的设备上操作,或佩戴合适的防护口罩。针对特殊材料的特性调整砂纸类型和操作方式,有助于保障操作安全和样品质量。辽宁带背胶醋酸金相砂纸批发价
新开封的金相砂纸有时表面会附着制造过程中残留的静电或松散磨料颗粒,直接使用可能影响磨削效果。一种常见的预处理方式是用干净的压缩空气轻吹砂纸表面,或用手轻轻弹动砂纸边缘,使浮尘脱落。对于背胶砂纸,粘贴前可用无纺布蘸取少量酒精擦拭研磨盘表面,去除油污后再进行粘贴,这样可以增加背胶与盘面的结合力。手工磨样时使用的方形砂纸,可先在平整台面上用重物压放一段时间,有助于消除因卷曲包装造成的轻微翘曲。部分操作者习惯在新砂纸上先用废样轻磨几下,使表面磨料达到一个相对稳定的切削状态,再开始正式样品的磨削。这些预处理步骤虽然不是强制要求,但在对表面质量要求较高的样品制备中,可以起到一定的辅助作用。金相砂纸在制备金...
- 上海国产金相砂纸 2026-05-18
- 上海特殊金相砂纸 2026-05-18
- 上海金相砂纸厂家现货 2026-05-17
- 浙江常见金相砂纸 2026-05-17
- 江苏金相砂纸价格行情 2026-05-17
- 福建金相砂纸销售电话 2026-05-15
- 山西铝合金金相砂纸 2026-05-14
- 湖北带背胶阻尼布金相砂纸大概多少钱 2026-05-14
- 重庆铝合金金相砂纸材质有哪些 2026-05-14
- 带背胶海军呢金相砂纸哪家好 2026-05-14



- 重庆带背胶真丝绒金相砂纸批发价 2026-05-13
- 湖北赋耘进口金相砂纸哪家性价比高 2026-05-13
- 上海陶瓷金相砂纸大概多少钱 2026-05-13
- 广东赋耘进口金相砂纸哪家好 2026-05-13
- 江苏微电子金相砂纸 2026-05-13
- 带背胶阻尼布金相砂纸哪家性价比高 2026-05-13



- 福建金相显微镜大概多少钱 05-19
- 安徽腐蚀仪批发价格 05-19
- 山东金相显微镜服务热线 05-19
- 安徽腐蚀仪操作说明 05-19
- 福建镶嵌树脂特价 05-19
- 福建金相抛光布图片 05-19
- 浙江标乐腐蚀仪 05-19
- 上海国产金相砂纸 05-18
- 浙江镶嵌树脂批发厂家 05-18
- 江西哪里有金相显微镜 05-18