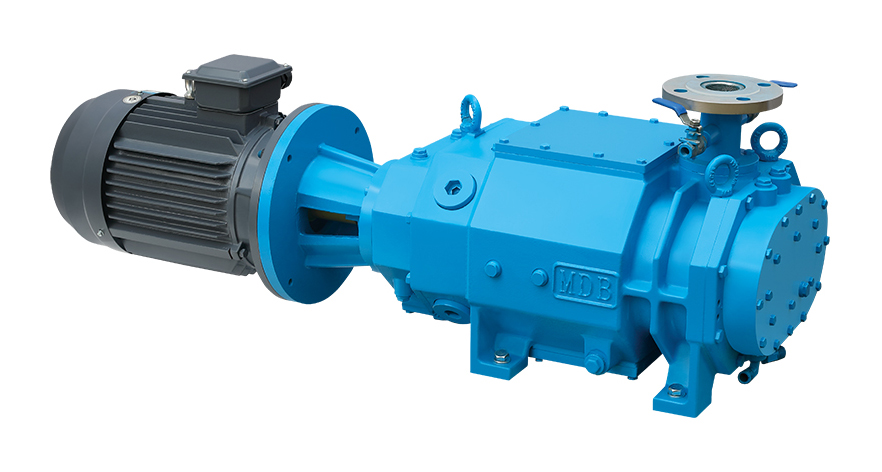
- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
在粉末冶金,特别是金属注射成型(MIM)和陶瓷注射成型(CIM)工艺中,脱脂是决定产品**终品质与合格率的瓶颈环节。此阶段,成型坯体中的大量有机粘结剂(如蜡、聚合物)被加热挥发,产生成分复杂、易冷凝的烃类蒸汽。传统油封式真空泵极易被这些蒸汽污染,导致真空油乳化、性能骤降、维护频繁,更严重的是,油蒸汽反扩散会污染炉膛和产品,造成产品含碳量超标、表面起泡或强度不足。马德宝专为此工况推出的干式螺杆真空泵,凭借其全无油的设计理念,彻底根除了油污染源。泵腔内部螺杆之间、螺杆与壳体间均保持精密非接触运行,确保挥发性气体直接排出。同时,可配备集成式冷凝器与智能氮气吹扫功能,在气体进入泵腔前冷凝捕集大部分可凝蒸汽,并用微量氮气对泵腔进行持续净化,防止粘结物残留。这套方案不仅保障了脱脂工艺所需的稳定中低真空环境,更将设备维护周期延长数倍,直接提升生产线的连续运营能力与产品洁净度。耐高压螺杆泵可承受一定压力波动。罗茨螺杆真空泵生产厂家

螺杆真空泵的悬臂式结构是落后设计,不如两端支撑式稳定?这是一种误解。两种结构各有优劣,悬臂式在某些严苛工况下反而是更优解。悬臂式结构在动力学上确实不如两端支撑式稳定,但它有一个无可替代的优点。悬臂式结构的进气端完全没有轴承和密封件。这意味着:彻底杜绝了润滑油从进气口返流污染真空系统的风险。可以在不拆卸转子的情况下,将整个泵体(气缸)拆下来进行彻底清洗。对于制药、化工等被抽气体中杂质多、易粘连、需要频繁清洗的场合,这种“可在线清洗”的特性远比稳定性上的微小差异更重要。结论:两端支撑式是常规“优等生”,而悬臂式是擅长处理“脏活累活”的“特种兵”。辽宁双螺杆真空泵光伏镀膜用螺杆泵需高稳定性。
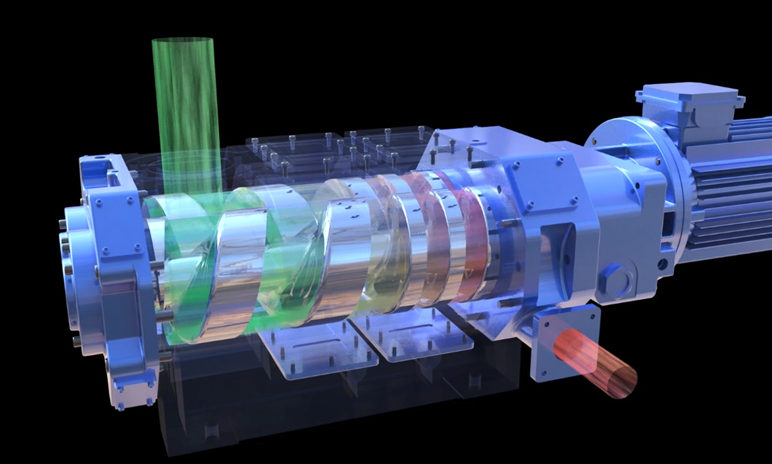
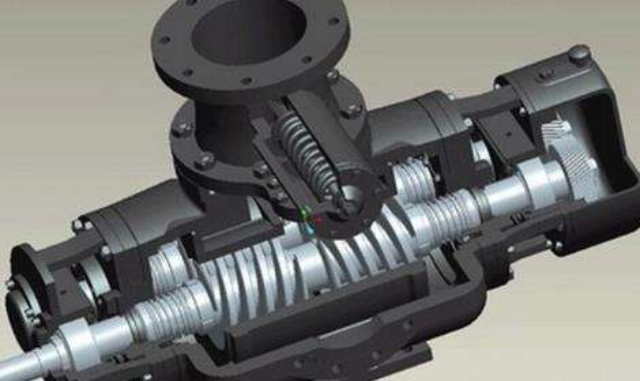
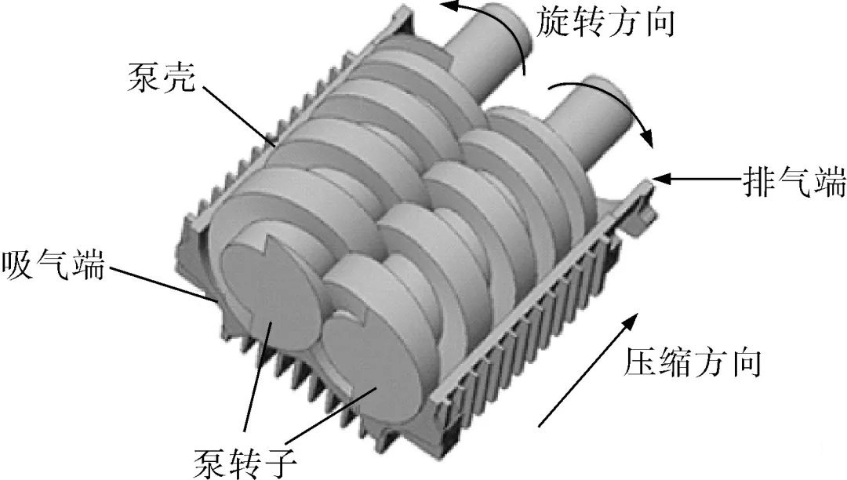
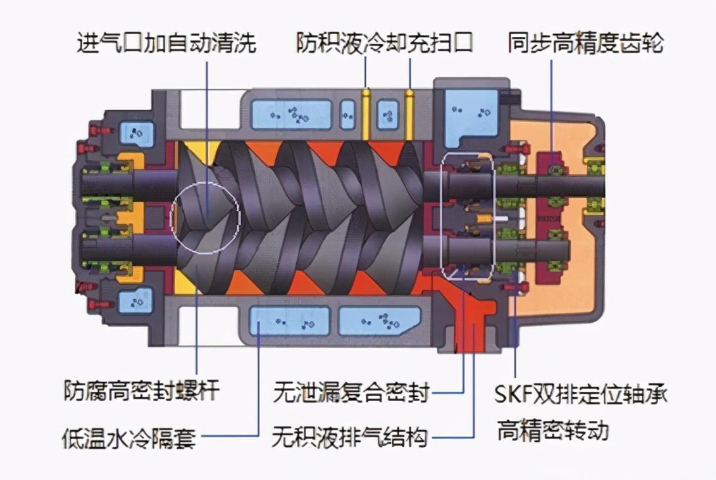
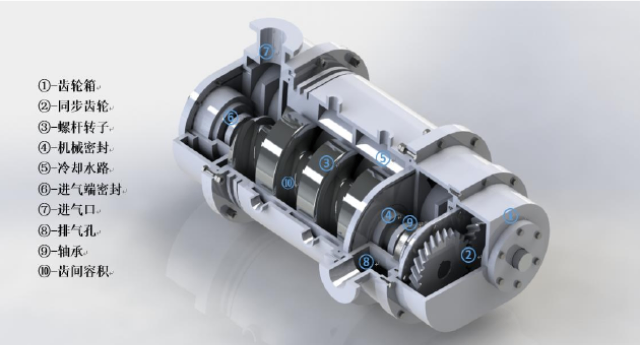
螺杆真空泵的结构组成如下:螺杆转子决定了泵的性能。转子材质根据工况选择,如高等级球墨铸铁(表面镀镍磷合金)、不锈钢、钛材等。转子形式分为:等螺距转子:结构简单,加工容易,但无内压缩,排气温度较高,功耗较大,需依靠强力冷却系统防止热变形。变螺距转子:排气容积小于吸气容积,实现内压缩,降低排气功耗,节能效果明显,运行温度更低、噪音更小。同步齿轮:高精度齿轮,确保两只转子保持恒定、微小的间隙(通常为0.10~0.25mm),实现同步反向旋转而无接触。其精度直接影响泵的运行平稳性和噪音水平。轴承系统:通常采用高性能轴承,固定端使用能承受高速、高负载的双列角接触球轴承,延展端使用深沟球轴承,精确保持转子间隙。轴封系统:动密封是泵的易损件,设计复杂。现代泵多采用组合式密封,如多唇不锈钢旋转密封与气封复合,并在密封腔中充入高于泵腔压力的氮气作为阻隔气,隔离润滑油腔与泵腔,防止润滑油污染被抽气体,同阻止腐蚀性气体进入齿轮箱。润滑与冷却系统:齿轮和轴承采用润滑油润滑,油位需保持在油镜中心。泵体通常设有冷却水夹套,通过控制冷却水流量来调节泵体温度。部分先进设计采用**的循环冷却系统甚至转子内冷技术,实现更精细的温控。 化工行业用其处理强腐蚀性气体。

选型螺杆真空泵需重点关注以下技术参数:抽气速率(m³/h 或 L/s),指泵在特定入口压力下的抽气能力;极限压力(Pa, mbar 或 Torr),指泵能达到的比较低入口压力;电机功率与转速;允许进气温度(通常 -10℃ ~ 40℃);冷却方式与冷却水消耗量;噪音水平;以及耐受介质特性(如是否可处理腐蚀性气体、粉尘、微量液体)。此外,密封吹扫气量、清洗吹扫气量也是系统设计的重要参数。选型时必须依据工艺要求的真空度、抽气量、被抽气体成分(腐蚀性、可燃性、是否含颗粒或可凝蒸汽)以及现场冷却条件等综合确定,必要时需配置前级罗茨泵以扩大工作范围。螺杆真空泵在冶金行业中可用于真空脱气,提升金属材料纯度。河北干式螺杆真空泵
化工尾气处理用螺杆泵耐腐蚀性强。罗茨螺杆真空泵生产厂家
干式螺杆真空泵常见故障包括:抽力不足(极限真空差):可能原因有系统泄漏、入口过滤器堵塞、泵内结垢或磨损导致间隙过大、冷却不良导致温升过高。需进行检漏、清洗过滤器或泵腔、检查冷却系统。泵体过热:原因可能是冷却水流量不足或温度高、进气温度过高、润滑油过多或变质、内部存在摩擦。应检查冷却回路、调整工艺、检查油位和油质。异常噪音或振动:可能源于轴承损坏、同步齿轮磨损、转子结垢导致动平衡破坏、地脚螺栓松动或管道支撑不当。需停机检查相应部件。电机过载:可能因入口压力过高、泵腔内进入异物卡滞、排气背压过高、或润滑不良导致摩擦增大。需检查工艺条件、清理泵腔、确保排气畅通。罗茨螺杆真空泵生产厂家
马德宝真空设备集团有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马德宝真空设备集团供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
1)开机前准备:检查油位(油镜中线)。确认冷却水阀门已打开,水流畅通。确认氮气吹扫/密封气阀门已打开,压力设定正确(如密封气3bar,吹扫气0.5bar)。检查管路连接,确保工艺入口阀和出口阀均全开,严禁关闭出口阀启动。2)启动步骤:启动电机,空载运行。检查并调节氮封气流量(如2.5-3L/min)。打开吹扫阀,对泵进行5-10分钟预吹扫(可选),然后关闭。缓慢打开工艺入口阀,切入系统。监控机体温度,通过调节冷却水流量将温度控制在比较好范围(如50-75℃),确保轴承温度不超过80℃(或环境温度+35℃)。3)停机步骤:关闭工艺入口阀,将泵切出系统。打开吹扫阀,对泵进行20-40分钟的清吹扫,...
- 湖南株洲螺杆真空泵在烧结中的应用 2026-05-02
- 黑龙江罗茨螺杆真空泵 2026-05-02
- 螺杆式真空泵运行原理图 2026-05-02
- 辽宁干式螺杆真空泵 2026-05-02
- 吉林干式无油螺杆真空泵选购建议 2026-05-01
- 新疆水冷式螺杆真空泵 2026-05-01
- 辽宁干式无油螺杆真空泵口碑厂家 2026-05-01
- 江西化工用螺杆真空泵替代旋片泵方案 2026-05-01
- 山东滑阀螺杆真空泵 2026-05-01
- 干式螺杆真空泵哪家好 2026-05-01
- 螺杆真空泵故障排除 2026-05-01
- 甘肃干式螺杆真空泵选购建议 2026-05-01
- 烧结炉用螺杆真空泵防粉尘措施 2026-05-01
- 湖南株洲节能螺杆真空泵氮气吹扫功能 2026-05-01
- 江西化工用节能螺杆真空泵 2026-05-01
- 浙江罗茨螺杆真空泵本地厂家 2026-05-01


- 湖南株洲螺杆真空泵在烧结中的应用 05-02
- 黑龙江罗茨螺杆真空泵 05-02
- 广东罗茨真空泵厂家名录 05-02
- 河南真空设备真空泵厂家联系方式 05-02
- 螺杆式真空泵运行原理图 05-02
- 辽宁干式螺杆真空泵 05-02
- 吉林干式无油螺杆真空泵选购建议 05-01
- 新疆水冷式螺杆真空泵 05-01
- 辽宁干式无油螺杆真空泵口碑厂家 05-01
- 江西化工用螺杆真空泵替代旋片泵方案 05-01