- 品牌
- 马德宝
- 型号
- LGB螺杆真空泵
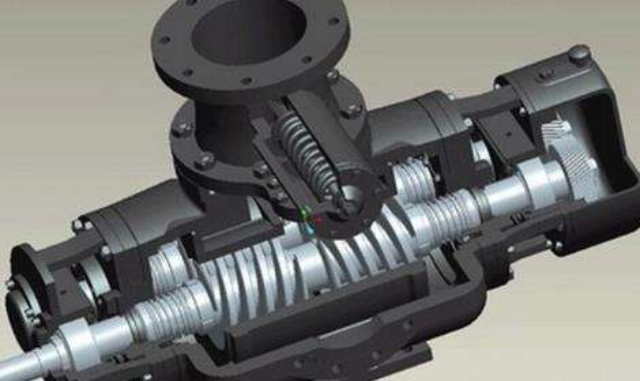
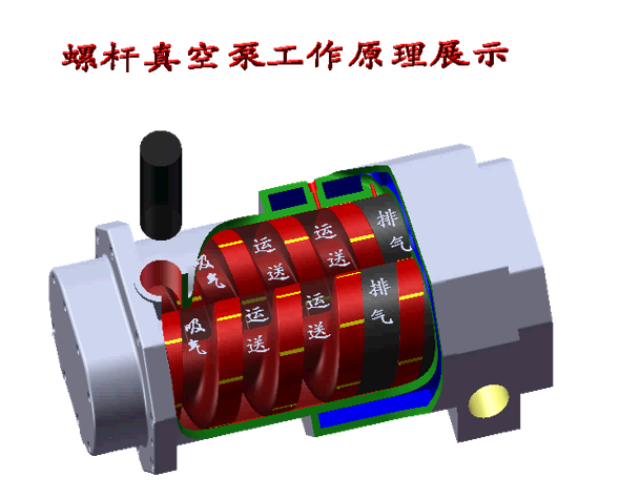
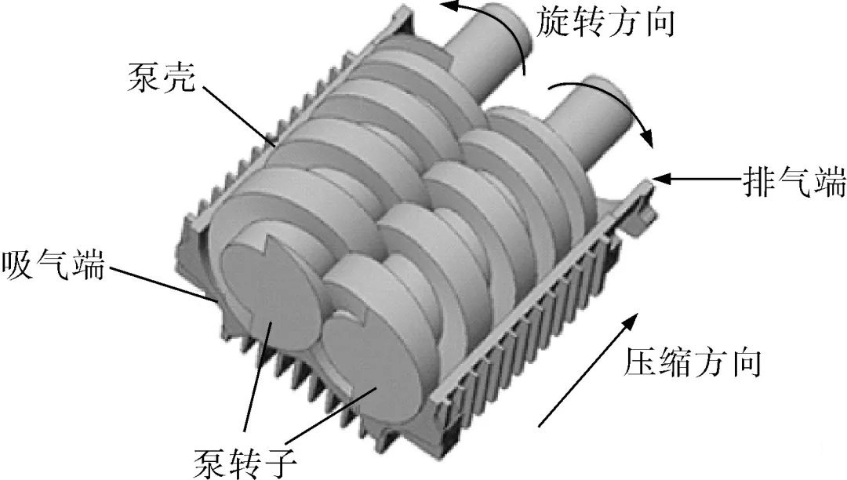
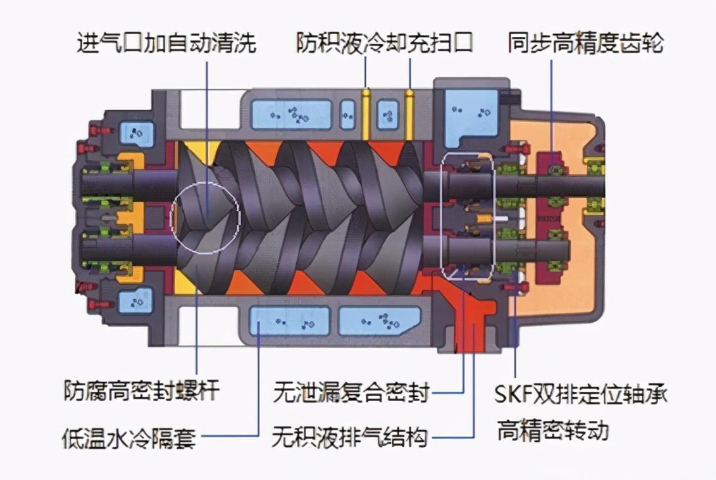
螺杆真空泵的结构组成如下:螺杆转子决定了泵的性能。转子材质根据工况选择,如高等级球墨铸铁(表面镀镍磷合金)、不锈钢、钛材等。转子形式分为:等螺距转子:结构简单,加工容易,但无内压缩,排气温度较高,功耗较大,需依靠强力冷却系统防止热变形。变螺距转子:排气容积小于吸气容积,实现内压缩,降低排气功耗,节能效果明显,运行温度更低、噪音更小。同步齿轮:高精度齿轮,确保两只转子保持恒定、微小的间隙(通常为0.10~0.25mm),实现同步反向旋转而无接触。其精度直接影响泵的运行平稳性和噪音水平。轴承系统:通常采用高性能轴承,固定端使用能承受高速、高负载的双列角接触球轴承,延展端使用深沟球轴承,精确保持转子间隙。轴封系统:动密封是泵的易损件,设计复杂。现代泵多采用组合式密封,如多唇不锈钢旋转密封与气封复合,并在密封腔中充入高于泵腔压力的氮气作为阻隔气,隔离润滑油腔与泵腔,防止润滑油污染被抽气体,同阻止腐蚀性气体进入齿轮箱。润滑与冷却系统:齿轮和轴承采用润滑油润滑,油位需保持在油镜中心。泵体通常设有冷却水夹套,通过控制冷却水流量来调节泵体温度。部分先进设计采用**的循环冷却系统甚至转子内冷技术,实现更精细的温控。 干式螺杆真空泵适配含腐蚀性蒸气、可凝性溶剂及少量固体颗粒的工况。螺杆真空泵型号及参数
化工与制药行业的生产过程往往伴随着大量有机溶剂挥发、酸性气体产生以及物料的干燥浓缩。在这些领域,螺杆真空泵主要用于反应釜的真空抽滤、真空蒸馏以及冷冻干燥等工艺。由于化工制药过程中涉及的介质复杂多变,且具有毒性或易燃易爆特性,因此要求真空泵不仅要有良好的密封性能,还要具备防爆与耐腐蚀能力。不锈钢材质的螺杆真空泵配合机械密封或磁流体密封,能够有效防止有害气体泄漏至大气中。同时,针对容易结晶或粘度较大的物料,可以通过在螺杆泵进气口前加装冷凝器或除尘器进行预处理。在某些特定的干燥工艺中,螺杆真空泵能够在较低的温度下创造真空环境,帮助物料中的水分或溶剂在低温下沸腾汽化,从而达到干燥的目的,这有助于保留热敏性物料的活性成分。京津冀小型螺杆真空泵维护保养相比油式泵减少后续气体处理成本。

在原料药的结晶、过滤、洗涤和真空干燥工艺中,需要抽除大量有机溶媒(如乙醇、**、二氯甲烷)。传统水喷射泵或液环泵会将溶媒溶解在水中,产生难处理的有机废水,且存在溶剂挥发的风险。干式螺杆真空系统与冷凝器配合,能够在泵前将绝大部分有机蒸汽冷凝回收,回收的溶剂纯度高,可直接回用。螺杆泵腔内无液体介质,避免了交叉污染和废水问题。系统通常采用“冷凝器+螺杆泵”或“罗茨泵+冷凝器+螺杆泵”机组形式,实现了溶媒的密闭回收,既符合安全生产和环保法规(VOCs治理),又降低了原材料消耗和废液处理成本,经济效益和环保效益***。
为确保长期稳定运行,必须执行系统的维护保养:每日:检查油位、冷却水流量和压力、泵体温度、振动和噪音、电机电流。每月:检查齿轮油颜色(若变深或乳化需更换)、检查吹扫气流量、清洁进气过滤器。每季度:检查冷却水水质,必要时清洗冷却器;检查联轴器对中情况。每半年:更换驱动端齿轮箱的润滑油和轴承端的润滑脂。每年:***检查,包括检查机械密封状况、检查螺杆与泵腔内部有无腐蚀或积垢、检查同步齿轮磨损情况、校验所有仪表和安全装置。每次处理特殊介质(如易聚合、腐蚀性介质)后,应视情况增加清洗频率。可与罗茨泵组合形成高真空系统。

螺杆泵配件更换需用原厂部件。螺杆真空泵型号及参数
螺杆真空泵的悬臂式结构是落后设计,不如两端支撑式稳定?这是一种误解。两种结构各有优劣,悬臂式在某些严苛工况下反而是更优解。悬臂式结构在动力学上确实不如两端支撑式稳定,但它有一个无可替代的优点。悬臂式结构的进气端完全没有轴承和密封件。这意味着:彻底杜绝了润滑油从进气口返流污染真空系统的风险。可以在不拆卸转子的情况下,将整个泵体(气缸)拆下来进行彻底清洗。对于制药、化工等被抽气体中杂质多、易粘连、需要频繁清洗的场合,这种“可在线清洗”的特性远比稳定性上的微小差异更重要。结论:两端支撑式是常规“优等生”,而悬臂式是擅长处理“脏活累活”的“特种兵”。螺杆真空泵型号及参数
马德宝真空设备集团有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来马德宝真空设备集团供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
1)开机前准备:检查油位(油镜中线)。确认冷却水阀门已打开,水流畅通。确认氮气吹扫/密封气阀门已打开,压力设定正确(如密封气3bar,吹扫气0.5bar)。检查管路连接,确保工艺入口阀和出口阀均全开,严禁关闭出口阀启动。2)启动步骤:启动电机,空载运行。检查并调节氮封气流量(如2.5-3L/min)。打开吹扫阀,对泵进行5-10分钟预吹扫(可选),然后关闭。缓慢打开工艺入口阀,切入系统。监控机体温度,通过调节冷却水流量将温度控制在比较好范围(如50-75℃),确保轴承温度不超过80℃(或环境温度+35℃)。3)停机步骤:关闭工艺入口阀,将泵切出系统。打开吹扫阀,对泵进行20-40分钟的清吹扫,...
- 北京螺杆真空泵使用 2026-05-02
- 湖南株洲螺杆真空泵在烧结中的应用 2026-05-02
- 黑龙江罗茨螺杆真空泵 2026-05-02
- 螺杆式真空泵运行原理图 2026-05-02
- 辽宁干式螺杆真空泵 2026-05-02
- 吉林干式无油螺杆真空泵选购建议 2026-05-01
- 新疆水冷式螺杆真空泵 2026-05-01
- 辽宁干式无油螺杆真空泵口碑厂家 2026-05-01
- 江西化工用螺杆真空泵替代旋片泵方案 2026-05-01
- 山东滑阀螺杆真空泵 2026-05-01
- LG等螺距螺杆真空泵供应商哪家强 2026-05-01
- 螺杆真空泵故障排除 2026-05-01
- 甘肃干式螺杆真空泵选购建议 2026-05-01
- 烧结炉用螺杆真空泵防粉尘措施 2026-05-01
- 湖南株洲节能螺杆真空泵氮气吹扫功能 2026-05-01
- 江西化工用节能螺杆真空泵 2026-05-01




- JZJPH滑阀罗茨真空机组选型 05-02
- 光伏罗茨真空机组抽气速率 05-02
- 液环罗茨真空机组维护 05-02
- 真空泵罗茨真空机组靠谱厂家 05-02
- 广东罗茨真空机组供应商哪家强 05-02
- 广西罗茨真空机组采购 05-02
- 单/双罗茨真空机组生产企业 05-02
- 山东马德宝螺杆真空泵与爪式真空泵哪个好 05-02
- 台州直销真空泵厂家 05-02
- 无油螺杆罗茨真空机组工作原理 05-02