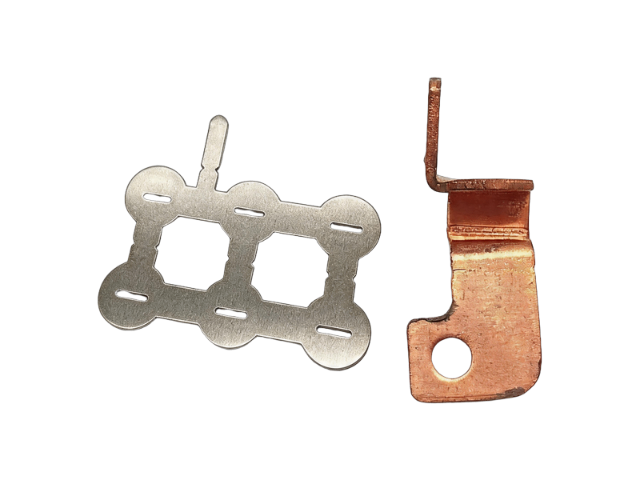
表面处理是高压端子五金件提升导电性能、耐腐蚀性与高压绝缘安全性的关键工序,直接影响产品接触电阻、使用寿命与高压工况下的稳定性,需根据使用场景与性能要求选择适配工艺。导电部位优先采用电镀工艺,镀锡层(厚度 5-8μm)成本适中、可焊性好,适用于常规高压场景,能有效防止铜材氧化、稳定接触电阻;镀银层(厚...
五金加工件基本参数
- 品牌
- 金力丰
- 型号
- 齐全
五金加工件企业商机
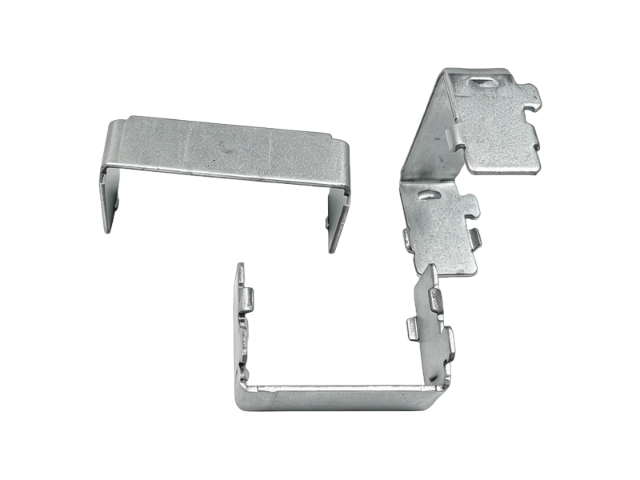
高压端子五金件应用场景,涵盖新能源汽车、光伏储能、高压配电柜、工业控制、轨道交通等领域,不同场景的电压等级、电流负载、环境条件差异较大,需针对性优化加工工艺、材料选型与结构设计,确保产品适配不同高压工况需求。新能源汽车领域,高压端子适配电压等级 200-800V,电流负载 50-200A,需具备小型化、轻量化、高抗震性与高安全性特点,加工时选用高导电铜合金、精密冲压成型,表面镀银提升导电性能,结构设计采用屏蔽隔离,避免高压电弧与电磁干扰;光伏储能领域,端子长期暴露在户外,需耐受高温、低温、潮湿、盐雾环境,材料选用耐腐蚀性强的磷青铜或 316 不锈钢,表面镀锡 + 钝化处理,盐雾测试达 500 小时以上,加工时控制表面粗糙度,减少电晕放电风险;高压配电柜领域,端子适配电压等级 10-35kV,电流负载 100-500A,需具备大载流能力、高绝缘强度与优异散热性能,采用大截面铜材加工,表面镀银降低接触电阻,结构设计优化散热通道,避免大电流下过热定制化五金加工件,可按图纸、按样品进行非标生产加工。江苏继电器五金加工件
精密五金件加工工艺体系庞大,涵盖切削、冲压、车铣、磨削、电加工、表面处理等环节,不同工艺协同实现复杂结构、高精度要求的零件成型。CNC数控加工是当前主流技术,通过CAD/CAM软件将三维图纸转化为数控指令,控制主轴转速、进给速度、刀具路径,三轴、四轴、五轴联动设备可完成异形曲面、多孔腔体、微型传动组件的高效加工,常规精度可达±0.005mm—±0.01mm,超精密加工实现亚微米级标准。精密冲压工艺适配批量生产需求,高速连续模冲压线产能达200万件/月,通过优化排料设计将板材利用率从70%提升至95%,单件成本降低40%,广泛应用于电子接插件、汽车卡扣、继电器触点等标准化零件。磨削与电加工(电火花、线切割)则攻克高硬度、复杂结构加工难题,电火花加工可实现硬质合金、淬火钢的微细成型,线切割精度达±0.002mm,适配模具镶件、微型齿轮等关键部件。广东继电器导电端子五金加工件定制厂家小型精密五金加工件体积小巧,精度达标,适合精密仪器配套。
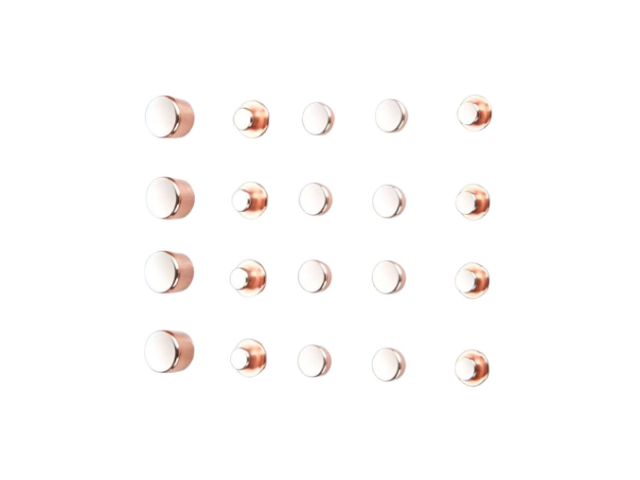
例如,触点材料需检测导电率、硬度、耐磨性与抗电弧性,弹片材料需检测弹性极限、疲劳强度与高温稳定性,导热片材料需检测导热系数,确保材料性能完全适配温控器的工作要求。生产过程管控环节,依托MES生产管理系统,实时监控加工参数(如冲压压力、激光功率、电镀厚度、加工温度)、设备状态、生产进度,实现全流程数字化追溯;通过AI视觉检测设备、尺寸测量仪,对五金件的尺寸精度、表面缺陷(毛刺、划痕、镀层脱落、变形)进行100%在线检测,缺陷率控制在0.08%以下,及时发现并剔除不合格产品,避免流入下一工序。成品检测环节,配置三坐标测量仪、拉力试验机、导电率测试仪、盐雾试验箱、高低温试验箱等设备,开展尺寸精度、抗拉强度、导电性能、耐蚀性能、耐温性能、弹性性能等28余项专项检测,
航空航天部件则采用高温合金、铝合金,在轻量化与耐高温、抗疲劳间实现平衡。材料选型的矛盾在于“高性能”与“易加工”的博弈:高硬度淬火钢、硬质合金可提升零件耐磨性,但易加剧刀具磨损,需采用金刚石涂层刀具与低速精密切削;韧性强的不锈钢、钛合金易产生加工硬化与粘刀现象,需优化冷却液配比与断屑槽设计,配合高压内冷技术减少热变形;微型、薄壁零件则选用低残余应力材料(如殷钢、退火铜材),避免加工过程中出现翘曲、形变。随着行业发展,新型复合材料、纳米增强金属逐步应用,推动材料性能与加工适配性同步升级,为超精密加工提供更多可能。精密加工五金件加工选材精良,材质性能稳定,耐磨抗形变能力出众。

高压端子五金件在冲压、折弯等加工过程中会产生内应力,若不及时消除,易导致产品后续变形、开裂或接触不良,尤其在高压、振动、高温工况下,内应力释放会加剧尺寸漂移,影响电气连接可靠性,因此热处理与内应力控制是加工过程中不可或缺的关键环节。常用热处理工艺为真空退火,针对铜合金端子,退火温度控制在 250-350℃,保温 1-2 小时后随炉缓慢冷却,可有效消除冲压、折弯产生的内应力,细化晶粒结构,提升材料韧性与弹性稳定性,避免长期使用后出现应力松弛;磷青铜等弹性材料需采用时效硬化处理,在 150-200℃下保温 3-5 小时,提升材料硬度与弹性模量,确保端子插拔后接触压力稳定。机械设备五金加工件,适配传动、固定、连接等功能需求。河南电控屏蔽罩五金加工件批发厂家
农机设备五金加工件,耐风沙耐老化,适应户外复杂工况。江苏继电器五金加工件
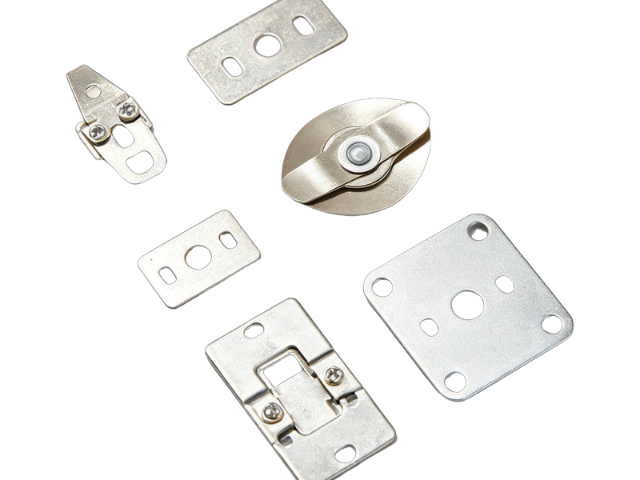
,适配全流程质量管控。表面处理工艺是提升继电器五金件耐蚀性、耐磨性与导电性的关键,主流工艺包括电镀、化学镀、钝化处理等,触点表面电镀银、金,提升导电性能与抗电弧性,镀层厚度控制在0.1-0.5μm,确保均匀无;弹片、外壳等部件采用镀锌、镀镍处理,提升耐蚀性,适配潮湿、多粉尘等恶劣工况;部分继电器五金件采用化学镀镍磷合金,兼具耐蚀性与耐磨性,延长产品使用寿命。精密装配工艺则依托自动化装配设备,将各五金件组装,控制装配间隙在0.01-0.03mm,避免装配偏差导致的触点接触不良、弹片弹性失效等问题,自动化装配率达75%以上,保障产品一致性。江苏继电器五金加工件
深圳市金力丰五金制造有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的五金、工具中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市金力丰五金制造供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
与五金加工件相关的文章
上海新能源精密五金加工件配件
- 山东继电器固定支架五金加工件来样定做 2026-05-18
- 福建新能源五金加工件公司 2026-05-18
- 广东继电器外壳五金加工件 2026-05-18
- 湖南继电器银触点五金加工件定制厂家 2026-05-18
- 广东继电器固定支架五金加工件公司 2026-05-18
- 金属弹片五金加工件工厂 2026-05-18
- 河南继电器模内铆接银触点五金加工件来图定制 2026-05-18
- 山东新能源五金加工件定制厂家 2026-05-18
- 河南继电器端子五金加工件配件 2026-05-18
- 湖南继电器连接片五金加工件来图定制 2026-05-18
- 江西继电器动簧片五金加工件公司 2026-05-18
- 浙江继电器连接片五金加工件公司 2026-05-18
与五金加工件相关的新闻
-
上海继电器动簧片五金加工件研发厂家 2026-05-18 13:12:32市场需求持续攀升。工业设备领域,温控器五金件用于机床、变频器、锅炉等设备,需具备耐高温、耐磨损、抗腐蚀性能,适配工业现场的恶劣工况(高温、潮湿、粉尘),外壳采用不锈钢材质,触点采用银基合金,确保设备稳定运行。暖通空调领域,温控器五金件用于中央空调、地暖系统,侧重导热性与稳定性,导热片采用高导热材质,...
-
福建继电器连接片五金加工件研发厂家 2026-05-18 10:12:43推动加工工艺与产品结构持续优化。家电领域是温控器五金件的应用市场,主要用于冰箱、空调、洗衣机、热水器等家电,五金件侧重低成本、高稳定性、小型化,例如冰箱温控器的触点采用银镍合金,弹片采用磷青铜,适配-20℃至60℃的工作温度,外壳采用冷轧钢板,兼顾成本与防护性能;空调温控器的导热片采用铜铝复合材质,...
-
江西继电器外壳五金加工件公司 2026-05-18 13:12:32市场需求持续攀升。工业设备领域,温控器五金件用于机床、变频器、锅炉等设备,需具备耐高温、耐磨损、抗腐蚀性能,适配工业现场的恶劣工况(高温、潮湿、粉尘),外壳采用不锈钢材质,触点采用银基合金,确保设备稳定运行。暖通空调领域,温控器五金件用于中央空调、地暖系统,侧重导热性与稳定性,导热片采用高导热材质,...
-
湖北继电器固定支架五金加工件源头厂家 2026-05-18 08:13:30特殊工况需匹配特种材料,沿海高湿环境可选 316 不锈钢提升耐腐蚀性,高温高压场景可采用钛铜合金,极端轻量化需求则用 6061 铝合金(抗拉强度≥270MPa)。材料入库前必须经过光谱分析、超声波探伤与硬度检测,杜绝成分不达标、内部裂纹或硬度异常的原材料流入加工环节,从源头筑牢品质基础。模具是高压端...
与五金加工件相关的问题
新闻资讯
产品推荐
-

江西继电器动簧片五金加工件公司
2026-05-18 -
浙江继电器连接片五金加工件公司
2026-05-18 -

山东继电器轭铁五金加工件源头厂家
2026-05-18 -
江苏金属弹片五金加工件来样定做
2026-05-18 -

浙江继电器模内铆接银触点五金加工件组件
2026-05-18 -

广东继电器精密五金加工件配件
2026-05-18 -

上海继电器动簧片五金加工件研发厂家
2026-05-18 -

福建继电器连接片五金加工件研发厂家
2026-05-18 -
江西继电器外壳五金加工件公司
2026-05-18