- 品牌
- 金旺智能
- 型号
- 农药灌装
- 包装材料
- 塑料,玻璃
- 包装类型
- 袋,桶,罐,箱,盒,瓶
- 物料类型
- 液体,粉剂,颗粒
- 加工定制
- 是
- 适用行业
- 医药,日化,化工
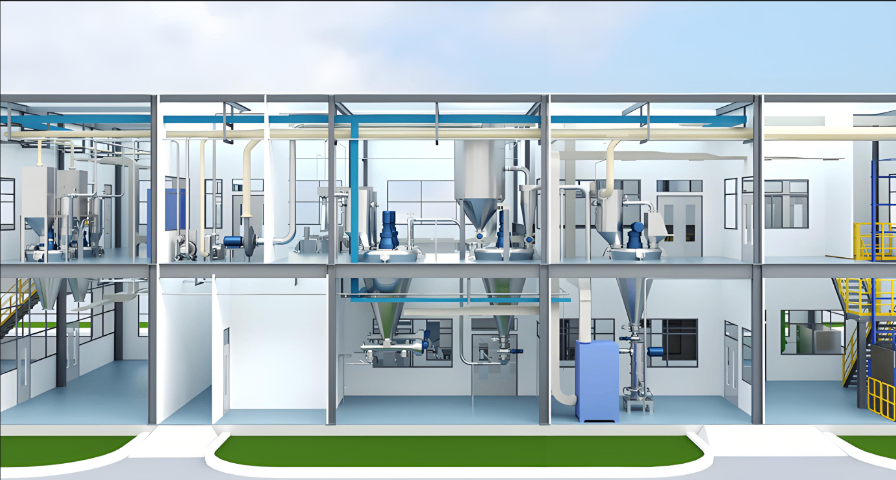
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。悬浮剂是一种将固体农药原药以细微颗粒状态分散于水中形成的稳定非均相液体制剂。1000ml农药灌装机厂家现货
在固体水溶肥的生产过程中,WFT-12H在线检重剔除一体机发挥着至关重要的作用。它能够实时监测每袋5kg肥料的重量,确保每袋肥料的重量都符合标准。如果某袋肥料的重量偏差超过了50g,设备会立即采取行动,将这袋肥料弹出生产线。这样做的目的是为了确保出厂的每袋肥料都像标准砝码一样准确无误,从而让农户在使用这些肥料时,不会因为重量误差而影响到施肥的效果。这款设备不仅提高了生产效率,还确保了产品质量,为农户提供了可靠的肥料,保障了农作物的生长。国产农药灌装机图片5 - 25Kg袋装固体智能生产线是可智能生产5 - 25Kg袋装固体产品的生产线。

采用双工位液压升降平台(宏昌天马HC系列,承载能力5吨),配备磁力驱动灌装机(无泄漏设计,卫生级3A认证)。封盖系统集成扭矩-热熔双模式(热熔温度180-250℃可调),配套全自动吨桶清洗机(CIP-STAR系列,CIP清洗压力20MPa)。整线配备激光引导AGV(华晓精密AGV,定位精度±10mm),实现空桶自动对接与满桶自动转运。支持RFID全程追溯(斑马Zebra标签),符合IMDG海运危规与ADR公路运输要求。作为 专精特新‘小巨人’企业,我们提供‘设备+算法+云平台’三位一体服务,已交付超500个智能工厂项目。咨询《行业解决方案手册》,或直接官网预约 工程师现场勘察。
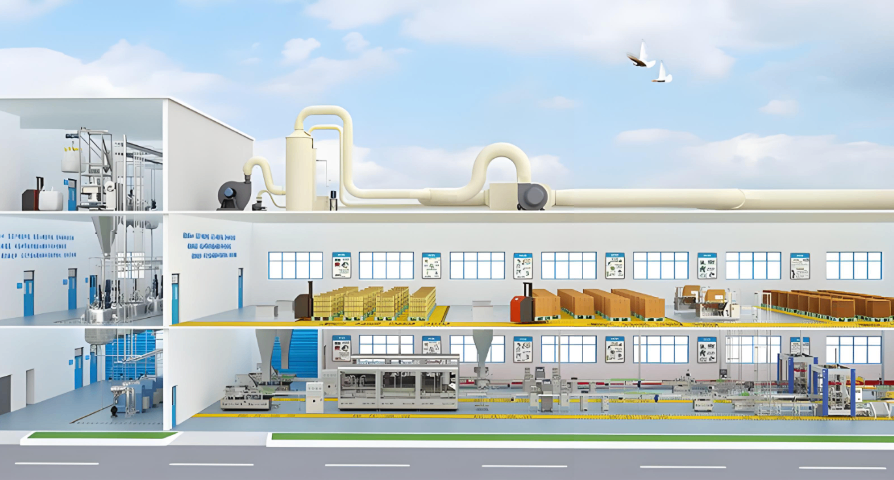
与智能加工系统互联互通,实时共享设备参数和进度数据,协同调度各工序,提升生产效率。在金旺智能的农药制剂生产过程中,智能包装线与智能加工设备实现实时联动。当一批悬浮剂加工完成后,包装线能够自动调整灌装参数,例如根据加工批次的黏度差异,自动调节灌装头的下降速度,从而使灌装效率提升15%。某生产日的数据显示,这种互联互通机制将工序衔接时间从30分钟缩短至5分钟,生产换型效率提升60%。此外,通过共享加工参数,包装线能够提前预判物料特性,优化包装工艺,使得产品包装合格率从95%提升至99.5%。KZ - 1200D蜘蛛手装箱机是利用蜘蛛手结构进行装箱作业的机器。
1-5L桶装集成智能生产线是专门为1-5L桶装产品设计的集成智能化生产线。从空桶的上料到灌装封盖,再到贴标码垛,整条生产线就像一个交响乐团一样,各个部分协同作业,配合得天衣无缝。空桶通过传送带送入生产线时,先进的光电传感器就像检票员一样,对每一个空桶进行严格的核对,确保桶型符合要求。灌装头能够根据不同的桶容积自动切换流量,当灌装5L桶时,流量如瀑布般畅快淋漓;而灌装1L桶时,则像细流般准确无误。码垛机器人则将满桶堆成金字塔形,其底层桶与上层桶的中心偏差不超过2cm,确保了仓储堆垛的稳定性,同时也提升了仓储空间的利用率。整条生产线不仅自动化程度高,而且在生产过程中能够实现有效控制,确保了产品的高质量和生产的高效率。2-20ml膜成型灌封智能包装是适用于小剂量液体,通过膜成型与灌封一体化的智能包装设备。防爆农药灌装机应用范围
RH全自动机械手入盒机是使用全自动机械手将产品放入盒中的设备。1000ml农药灌装机厂家现货
采用磁力驱动反应釜(Corning玻璃衬里,耐腐蚀等级C4)与迷宫式管道输送系统,避免金属离子污染。 工艺包括原料计量(梅特勒-托利多称重模块,精度0.1%)、高频振动筛分(Copley筛网300目)、无菌灌装(KHS UHT灭菌系统,臭氧浓度0.5-2ppm)。系统集成pH/ORP在线监测与自动调节模块(Endress+Hauser探头,响应时间<1s),确保EC值(1.0-4.0ms/cm)与pH值(3.0-7.0) 达标。配备全自动贴标机(多米诺Dragonfly系列,速度200瓶/分钟)、二维码追溯系统(阿里云IoT平台),支持从母液到成品的全流程数据追踪。整线运行噪音≤65dB,年产能 5万吨, 多用于滴灌、喷灌等 农业领域。1000ml农药灌装机厂家现货
- 潍坊农药灌装机牌子 2026-05-17
- 性价比高农药灌装机私人定做 2026-05-17
- 1000ml农药灌装机设备厂家 2026-05-17
- 防爆农药灌装机私人定做 2026-05-17
- 哪家有农药灌装机私人定做 2026-05-17
- 江苏农药灌装机图片 2026-05-17
- 200L农药灌装机销售厂 2026-05-17
- 南京性价比高的农药灌装机 2026-05-17
- 性价比高的农药灌装机厂家直销 2026-05-17
- 南京农药灌装机哪个牌子好 2026-05-17
- 30L农药灌装机品牌排行 2026-05-17
- 河南农药灌装机应用范围 2026-05-16