- 品牌
- 金旺智能
- 型号
- 智能工厂
- 产地
- 常州
- 可售卖地
- 全国
- 是否定制
- 是
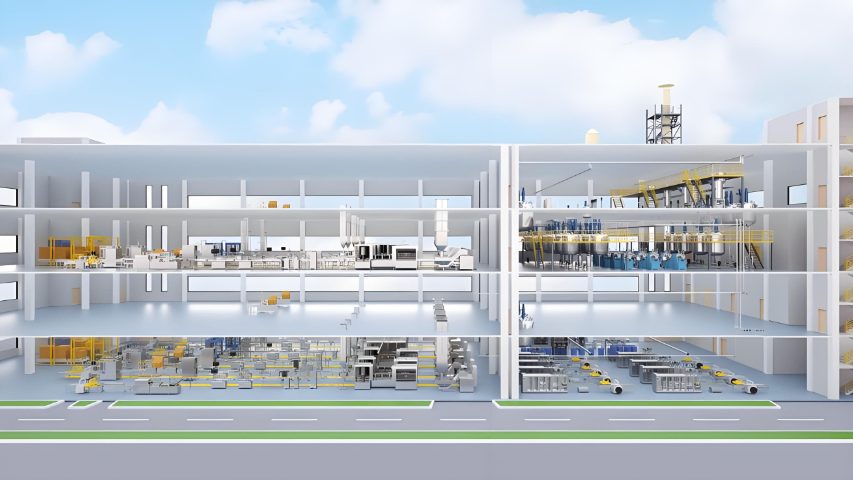
企业愿景是成为全球农化制剂智能工厂全案服务商,这一宏伟目标激励着金旺智能不断前行。为实现这一目标,企业持续深耕农化智能装备领域,凭借技术创新与全案服务能力,已为3000余家客户提供了智能工厂解决方案,涵盖智能加工、包装、仓储等全流程。在未来的发展中,企业将依托数字孪生、AI算法等前沿技术,进一步提升智能化、数字化水平,推动农化制剂生产向绿色化、高效化转型。金旺智能力争在全球农化智能装备市场占据重要位置,为全球农化产业的发展贡献自己的力量,促进行业迈向新的高度。智能加工是运用智能技术进行产品加工的过程。全自动农化制剂智能工厂联系方式

金旺智能作为一家专业的农化制剂智能工厂服务商,已经与超过3000家合作客户携手共进。这些客户包括众多行业内的企业,如上海生农、安徽华星、浙江永农等,同时也涵盖了从大型集团到中小型企业在内的各种规模的企业。金旺智能始终致力于为这些客户提供量身定制的智能工厂解决方案,以满足他们多样化的需求。为了更好地服务客户,金旺智能深入洞察并理解客户需求,通过不断的技术创新和优化,帮助客户实现产能的提升、成本的降低以及品质的优化。这种服务不仅为客户带来了实实在在的利益,也使得金旺智能与客户之间建立了长期稳定的合作关系。金旺智能深知,农化产业的智能化转型是大势所趋,因此,公司一直致力于推动这一进程。通过与众多客户的紧密合作,金旺智能不仅为自身赢得了良好的市场声誉,也为整个农化产业的智能化转型做出了积极的贡献。全自动农化制剂智能工厂联系方式江苏金旺智能2005年成立,专注农化制剂智能工厂全流程,属高新企业 。

金旺智能的智能包装展厅,展示了公司在农化制剂智能工厂服务方面的强大实力。在这个展厅内,汇集了各种先进的设备,如高速灌装机、智能贴标机等,这些设备共同演示了一个完整的自动化包装流程,从理瓶、灌装、旋盖到贴标,每一个环节都体现了智能化的优势。而高速贴标机则能够将贴标位置的误差控制在小于0.5mm的范围内,极大地提高了贴标准确性。此外,配合先进的视觉检测系统,包装合格率可以达到惊人的99.99%,确保了产品质量的高标准。通过这种场景化的展示方式,客户可以直观地了解到智能包装技术是如何在实际生产中提升生产效率、降低物料损耗的。这种展示不仅让客户对智能包装有了更深入的理解,也为他们提供了服务的实践参考,帮助他们在选择智能包装解决方案时做出更明智的决策。金旺智能通过这个展厅,向客户展示了其在智能包装领域的专业实力和丰富的实践经验,进一步增强了客户对公司的信任和认可。
配置中心是对系统参数、规则等进行统一设置和维护,确保系统正常运行的管理模块。在金旺智能的智能工厂系统中,配置中心集中管理设备参数、工艺配方、业务规则等配置信息,支持一键式参数导入导出,便于产线快速换型。例如,切换生产500ml与1000ml瓶装农药时,通过配置中心导入对应灌装量、旋盖扭矩等参数,换型时间从2小时缩短至30分钟。配置中心还具备参数校验功能,如输入的温度参数超出安全范围时自动预警,防止因参数错误导致生产事故。该模块使企业生产配置效率提升70%,参数错误导致的停机时间减少90%。任务中心是集中分配、监控和调度各项工作任务,提高执行效率的管理平台。

浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。出库管理是对货物出库环节进行管控,涵盖核对、搬运等流程,保障货物有序发出的工作。河北农化制剂智能工厂售后好的
智能仓储是利用智能系统进行仓储管理的模式。全自动农化制剂智能工厂联系方式
智能密集库是一种实现高效存储和空间密集利用的现代化仓库。四向穿梭车如同“仓储蚂蚁”,在密集货架中灵活穿梭,通过动态分配货位,将空间利用率提升至80%以上。在化肥存储方面,该系统能根据化肥的保质期自动调整货位——新货置于内侧,旧货置于外侧,确保“先进先出”原则的实施。穿梭车的运行速度高达2米/秒,每小时可完成50次出入库作业,效率是传统叉车的3倍。此外,密集库配备的温控系统将温度维持在15-25℃,湿度控制在60%以下,有效防止化肥受潮结块,使得存储损耗率比普通仓库降低70%。全自动农化制剂智能工厂联系方式
- 上海农化制剂智能工厂推荐厂家 2026-05-14
- 四川定制农化制剂智能工厂 2026-05-14
- 耐用农化制剂智能工厂应用范围 2026-05-14
- 哪个牌子农化制剂智能工厂设备厂家 2026-05-13
- 什么农化制剂智能工厂设备厂家 2026-05-13
- 国内农化制剂智能工厂性能 2026-05-13
- 浙江农化制剂智能工厂大概多少钱 2026-05-12
- 自动化农化制剂智能工厂应用范围 2026-05-12
- 好用的农化制剂智能工厂联系人 2026-05-11
- 辽宁农化制剂智能工厂常见问题 2026-05-11
- 自动化农化制剂智能工厂厂家直销 2026-05-11
- 便宜的农化制剂智能工厂售后好的 2026-05-11