- 品牌
- 美焊
- 型号
- MWLD
- 控制方式
- 自动
- 作用原理
- 逆变
- 电源类型
- 脉冲电源
- 是否数控
- 是
操作机:定制卧式高精度导轨操作机,水平导轨行程3000mm,垂直调节行程500mm,导轨移动速度100-1200mm/min,伺服驱动保障水平方向位移精度。支撑机构:配备双工位卧式支撑平台,承载重量≤8吨,工件夹持长度≤3000mm,支撑平台旋转速度0.05-2rpm,旋转精度≤0.3度,适配长轴类、长管道工件。堆焊参数:单层焊接厚度1.2-4.0mm,采用“焊枪移动、工件转动”的作业方式,支持长距离连续堆焊。三、辅助配置两类设备均配套焊接中心定位精密十字滑架组(有效行程200mm×200mm)、水电气电缆连接总成及同飞品牌制冷水箱,保障设备整体运行稳定性与安全性。筒体工件需满足内径≥50mm、长度≤1000mm,方可适配该设备。云南阀门堆焊机生产厂家

美焊堆焊设备凭借材质适配性与工艺稳定性,广泛应用于多个工业领域,主要用于提升工件表面耐磨性、耐腐蚀性、耐高温性,或修复磨损、腐蚀后的零部件,延长工件使用寿命。技术参数方面,设备可适配的堆焊材质包括不锈钢、碳钢、合金钢、硬质合金等多种金属材料;堆焊层厚度范围为 1-10mm,堆焊速度 0.5-5mm/min,根据材质与厚度不同可灵活调整;适配工件尺寸覆盖 Φ50-1000mm 的轴类、筒类工件及最大长度 3000mm 的板类工件,支持定制化改造以适配特殊尺寸工件。设备**部件选用工业级标准配件,符合 CE、ISO9001 相关认证要求,运行稳定性强,连续作业时间可达 8 小时以上。西藏平面堆焊机批发厂家主要用于提升工件表面耐磨性、耐腐蚀性、耐高温性,或修复磨损、腐蚀后的零部件,延长工件使用寿命。

智能控制系统:配备MH-PC10堆焊焊接控制系统,支持平面堆焊、立式通道堆焊、相贯线过孔堆焊三种模式切换,可实现弧长控制、排道控制、断点记忆控制等功能。焊接参数支持分区间设置,旋转/行走、送丝均可选择恒速或脉动模式(脉动时与电流同步),横摆边缘停留时间、排道距离、送丝滞后时间等细节参数可准确调控;线控器支持焊接过程中电流、送丝速度等参数实时微调,直观编程方式以实际计量单位显示参数,操作便捷高效。-辅助保障系统:Queen915-H数字化高速送丝机,送丝速度500-6000mm/min可调,适配φ1.0mm、φ1.2mm焊丝及300mm直径丝盘,确保焊丝输送均匀稳定;配备MH-ATW45TIG水冷焊钳(300A/100%暂载率)、标准WP27焊钳(钳杆1200mm)各1把,焊钳角度0°-90°可调,满足不同焊接场景需求;水、气、电缆连接总成布局合理,方便设备安装与运维,保障各系统协同运行。
美焊堆焊设备:工业焊接领域的***之选在工业制造的精密世界里,美焊堆焊设备以其***性能脱颖而出,成为众多企业的优先。 美焊堆焊设备具备高精度焊接能力。它运用先进的控制技术,能精细控制焊接参数,确保每一道焊缝都均匀、致密,满足高标准的工业生产要求。无论是复杂形状的工件,还是对焊接质量要求极高的精密零部件,美焊堆焊设备都能轻松应对,为产品质量提供坚实保障。 高效节能是美焊堆焊设备的又一***优势。在保证焊接质量的前提下,它优化了能源利用效率,大幅降低能耗,为企业节省生产成本。Queen915-H 送丝机送丝速度 500-6000mm/min,适配 φ1.0-1.2mm 焊丝。
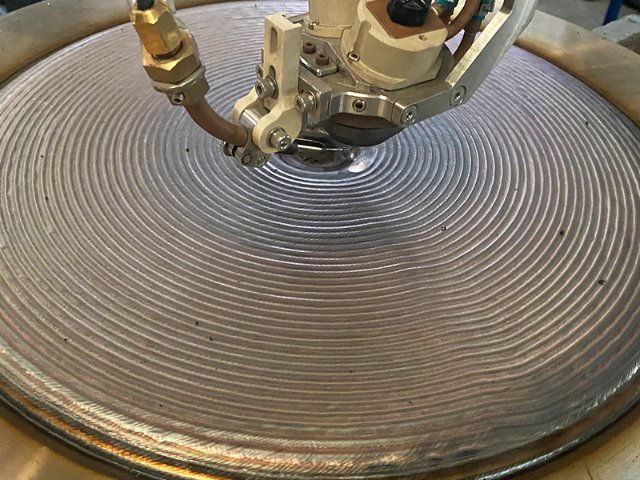
MH-PC10堆焊焊接控制系统控制系统有三种焊接模式可供选择:3平面堆焊,立式通道堆焊,相贯线过孔堆焊在平面堆焊/立式堆焊模式切换时,十字操作架的水平导轨与垂直导轨可根据焊接模式来进行控制功能的切换:弧长控制/排道控制。过孔焊接模式用于通道内相贯线的堆焊。排道方式:步进排道系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。系统运行模式:模拟焊接,自动焊接。焊接时可选择手动排道/自动排道,排道速度,排道宽度可设。焊接时各轴均可以设定参数微调。单层焊接厚度为 1.5-3.5mm,采用工件转动、焊枪不动模式。甘肃tig堆焊机供应商
设备采用热丝 TIG 惰性气体保护堆焊,焊缝质量稳定。云南阀门堆焊机生产厂家
焊接电流控制:◆精确的电流上升及下降过程控制◆所有电流控制参数可分区间设置。◆焊接过程中可实现电流微调。焊接旋转/行走等运动控制:◆旋转/行走方式:恒速/脉动,脉动时与电流同步。◆所有行走参数可分区间设置。◆焊接过程中可实现旋转/行走速度微调。送丝控制:◆送丝方式:恒速/脉动,脉动时与电流同步。◆可选择自动或手动控制送丝。◆可分区间恒速/脉动控制,所有送丝参数可分区间设置。◆可精确控制送丝滞后开始的时间或位置。◆焊接过程中可实现送丝速度微调。弧长控制技术(TIG用,MIG焊时作点动弧长控制)◆可分区间控制跟综弧压。◆精确控制弧长滞后开始的时间。◆焊接过程中可实现弧压或弧长的微调。◆焊枪点动纵向,横向控制;横摆控制◆左右边缘的停留时间可单独设置,方便异种材料间或不同板厚工件的焊接;◆可精确控制横摆滞后开始的时间或位置;4云南阀门堆焊机生产厂家
- 北京内外壁堆焊机哪家好 2026-04-04
- 甘肃tig堆焊机哪家好 2026-04-04
- 宁夏热丝堆焊机哪家好 2026-04-04
- 海南平面堆焊机订制价格 2026-04-03
- 海南阀门堆焊机批量定制 2026-04-03
- 四川线性体堆焊机批发厂家 2026-04-03
- 上海热丝堆焊机一般多少钱 2026-04-03
- 吉林内外壁堆焊机哪家好 2026-04-03
- 辽宁阀门堆焊机 2026-04-03
- 浙江tig堆焊机一般多少钱 2026-04-03
- 重庆管道堆焊机哪家好 2026-04-03
- 山西海洋工程堆焊机厂家报价 2026-04-03
