工业废水深度处理市场需求持续释放,主要得益于国家行业专项排放标准的不断完善和加严。近年来,生态环境部先后发布实施《食品加工制造业水污染物排放标准》(GB46817—2025)、《屠宰及肉类加工工业水污染物排放标准》(GB13457—2025)、《石油化学工业污染物排放标准》(GB31571—2025修订版)等一系列行业排放标准,对食品、屠宰、石油化工等重点行业的氮磷污染物排放限值提出了更严格要求。以食品加工行业为例,新标准要求总氮排放限值降低至15mg/L以下,较原标准收紧约30%,这迫使相关企业必须升级改造污水处理设施。上向流反硝化滤池凭借高效脱氮性能和稳定运行特点,成为工业企业满足新标准要求的重要技术选择。反硝化滤池能不能用于反渗透浓水处理?浙江节能反硝化滤池改进

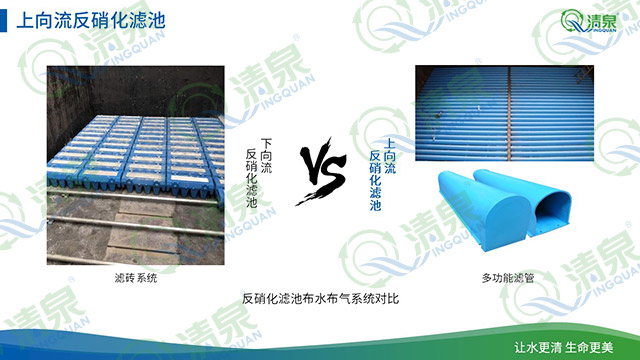
上向流反硝化滤池在碳源消耗方面具有明显优势,能够有效降低运行成本。传统下向流反硝化滤池采用顶部跌落进水方式,水流在跌落过程中会带入大量空气,增加水中溶解氧(DO)含量。为了满足反硝化反应所需的缺氧环境,必须投加更多的碳源来消耗多余的溶解氧,这导致碳源投加量大幅增加。而上向流反硝化滤池采用底部封闭进水方式,进水过程与空气完全隔绝,有效避免了复氧过程,水中溶解氧不会提升,确保反硝化环境的稳定性。实际运行数据表明,相比传统下向流反硝化滤池,该工艺可在反硝化时节省碳源投加量30%以上,主要得益于上向流反硝化滤池的过滤形式以及智能投药系统,不仅每天可节省碳源投加,还减少了因碳源过量投加可能导致的出水COD超标风险,实现了经济效益和环境效益的双重提升。浙江节能反硝化滤池改进深圳清泉的上向流反硝化滤池不仅具备多项优势,而且还拥有多项国家发明专利。

上向流反硝化滤池在再生水回用深度处理中具有重要应用价值。随着水资源短缺问题日益突出,再生水回用成为缓解水资源供需矛盾的重要途径。再生水回用对水质要求较高,特别是用于工业冷却、城市杂用、生态补水等不同用途,对水质有不同的要求。上向流反硝化滤池能够实现对污水的深度净化,处理后出水总氮(TN)可稳定低于10mg/L,悬浮物(SS)低于5mg/L,总磷(TP)低于0.3mg/L,COD低于30mg/L,能够满足多种再生水回用标准要求。在再生水回用工程中,上向流反硝化滤池通常作为深度处理单元,与超滤、反渗透等膜处理技术配合使用,进一步提升水质。目前,深圳清泉的上向流反硝化滤池已在新疆、甘肃、河北等省份的缺水地区再生水回用项目中应用,为城市水资源循环利用做出了重要贡献。
市政污水处理应用案例之山西省平定县县城污水处理厂提标改造工程,该项目位于山西省阳泉市平定县,处理规模为3万吨/天,主要处理平定县城区生活污水。项目采用曝气生物滤池+上向流反硝化滤池模块装备的工艺组合,出水标准为地表准Ⅴ标准。该项目由于没有新增用地,因此选择在设备间房顶设置模块化装备,节省了新增用地,占地面积为常规土建模式的1/3,有效解决了旧厂改造中土地资源紧张的问题,同时也满足了出水稳定达标的客户需求。反硝化滤池碳源投加太多如何降低成本?
《“十五五”城镇污水处理及资源化利用发展规划》(征求意见稿)明确提出了未来五年我国城镇污水处理行业的发展目标:到2030年,全国城镇生活污水集中收集率达到80%以上,县城污水处理率达到98%以上,缺水城市再生水利用率达到30%以上,城镇污水处理厂污泥无害化处置率达到100%。规划特别强调要加快推进污水处理厂提标改造,重点流域和敏感区域城镇污水处理厂达到准Ⅳ类以上排放标准,推动污水处理行业向“低碳化、资源化、智能化”转型。为实现这一目标,规划提出将加大对污水处理技术创新的支持力度,重点推广反硝化滤池等高效低碳深度处理技术,建立健全技术推广应用机制,为行业技术升级提供政策保障和资金支持。这一规划的实施将为反硝化滤池技术创造更广阔的市场空间和发展机遇。反硝化滤池吨水处理电耗是多少?高效反硝化滤池生产企业
深圳清泉的“上向流反硝化滤池及模块化装备”入选2025年第二批广东省名优高新技术产品名单。浙江节能反硝化滤池改进
与国际先进的反硝化滤池技术相比,深圳清泉的上向流反硝化滤池技术在多个方面参数指标已超越国际先进水平。在脱氮效率方面,国际主流反硝化深床滤池的总氮去除量通常为5-8mg/L,而深圳清泉的上向流反硝化滤池可达24mg/L,脱氮效率明显更高;在碳源消耗方面,深圳清泉的上向流反硝化滤池碳氮比3-5,碳源消耗降低30%以上;反冲洗周期,深圳清泉的上向流反硝化滤池可达24-72h,而国际主流反硝化深床滤池为12-24h。目前,深圳清泉的上向流反硝化滤池重要设备和滤料已基本实现国产化,摆脱了对进口设备的依赖,设备成本和维护成本明显降低。另外,在适应性方面,深圳清泉的上向流反硝化滤池针对不同水质条件进行了优化改进,能够适应我国复杂多样的污水水质特点,而国际技术在处理高浓度氮污水和水质波动较大的污水时适应性相对较差。浙江节能反硝化滤池改进
深圳市清泉水业股份有限公司始创于1995年,深耕水处理行业多年,主营智能高效水处理设备的研发与供应,同时为客户提供适配的水处理解决方案,服务覆盖工业、市政、水产养殖等多个领域。公司始终秉持“让水更清,生命更美”的使命,以“有生命的地方就会有清泉”为发展愿景,坚守为客户提供省心可靠的解决方案的初心,在项目推进过程中,重视与客户的长期联结,稳步打磨自身产品与服务能力。公司研发的ABM短时泥膜法技术,可提升污水处理效率,降低项目运维成本,助力化解水处理行业多项现存痛点。公司业务覆盖全国多个省级行政区,已落地数百个水处理相关项目,持续在水处理领域深耕,以稳定的产品与服务,为客户创造长期价值。