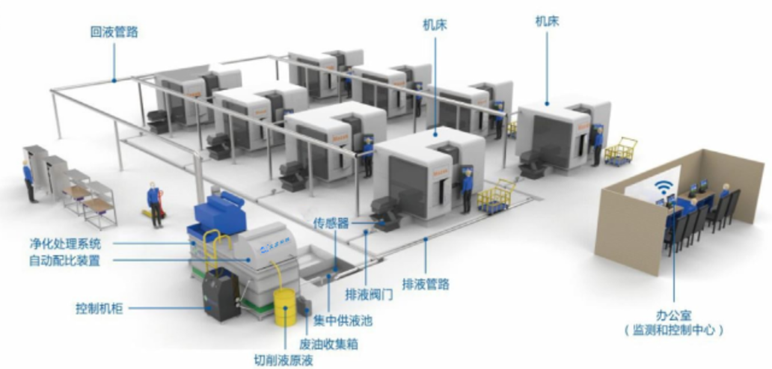
间歇调节集中供回系统的工作原理基于切削液“配比—供液—回收—净化—循环”的流程,通过控制方式实现间歇运行,以适应企业的加工节奏。系统启动后进入自动配比阶段,依据预设浓度,流量计定量加入原液和自来水,高粘油泵用于输送高粘度原液,备用配比器作为补充手段,浓度检测仪实时监测浓度并自动调整,相关数据可保存两年用于追溯。供液阶段采用恒压供回方式,供液泵组一备一用,通过变频技术依管路压力调节转速,在达到设定供液时间后气动阀开启向机床水箱定量供液,超高液位传感器用于减少溢出风险。使用后的切削液由水箱溢流装置收集并进入回液泵站,液位控制系统触发回液泵将液体输送至过滤净化装置。净化过程中,离心分离处理细小颗粒,自动走纸过滤(精度20μm,可扩展至3–5μm)进一步去除杂质,真空负压与压差方式的油水分离设备去除浮油,臭氧与曝气装置改善气味,处理后的切削液回流至供液箱进入下一轮运行。浙江蓝沃结合膜技术等手段开发的间歇调节系统可实现循环使用,为企业提供节能与环保方向的切削液处理方式。间歇调节集中供回系统具备齐全的规格尺寸,可根据企业场地空间灵活选择合适的安装型号。江苏超精油集中供回系统有哪些配置

在选择环保节能集中供回系统时,品牌通常需要综合考虑技术可靠性、服务支持及应用经验。具备研发和生产能力的企业能够提供适配不同工况的方案,例如依据加工精度需求调整过滤等级,或为大型工厂规划扩容模块。产品配置一般会整合智能控制与节能设计,如自动调整浓度和变频供液,并在售后方面提供培训与备件供应等支持。品牌信誉还体现在实际应用效果上,例如系统对液体稳定性及危废减少的影响。企业在筛选时,可参考品牌的技术合作情况与典型案例,以便提升系统运行的稳定性。浙江蓝沃环保设备股份有限公司在集中供回系统领域具备一定经验,可根据用户需求提供相应产品和服务。江苏深度过滤集中供回系统有哪些配置无人值守集中供回系统能实现自动配比、供回液全流程运行,节省人力且保障供液稳定。
环保节能集中供回系统的配置由多个功能模块组成,包括回液泵站、过滤净化单元、自动配比装置和智能控制组件。回液泵站集成液位支架、磁性开关、气动阀及回液泵,用于收集并输送机床溢流液体;过滤净化单元结合油水分离装置、离心分离器、走纸过滤及臭氧处理模块,可去除浮油、悬浮物与微生物;配比装置通过流量计与高粘油泵完成原液与水的混合,并依托浓度检测仪动态调整参数;恒压供液部分采用变频泵组和压力控制器,使供液更加平稳。整套系统由PLC集中管理,能够记录运行数据并支持远程协助,从而实现自动化运行。该配置在减少废液排放的同时,通过节能设计降低能耗,符合企业对资源循环和可持续发展的需求。浙江蓝沃环保设备股份有限公司结合多年技术积累提出的方案,可适应多类加工现场的使用需求。
回液泵站式集中供回系统凭借模块化设计和智能控制,为工业企业提供高效的液体循环管理方案。每台机床配备单独回液泵站,通过时间控制和智能终端控制箱,实现液体的定时回收和补液,减少人工干预和操作失误,从而提高生产效率。泵站可接入MES系统,实现集中控制和数据采集,增强液体管理的透明度和可追溯性。系统具备模块化可扩展性,可根据不同规模的生产线调整配置;自动化运行降低人工巡检和补液需求;高效回液和过滤机制减少液体浪费和污染;维护方便,各模块可单独调试或更换,保障设备稳定运行。泵站设计兼顾能耗优化,通过合理匹配功率和运行时间,实现节能效果。浙江蓝沃环保设备股份有限公司依托行业经验和科研合作基础,提供回液泵站及集中供回系统的解决方案,通过模块化设计和技术服务,帮助企业优化液体管理流程,降低运行成本并提升生产效率。组合式模块集中供回系统配置涵盖自动配比、过滤净化、恒压供液等多个可选功能模块。
无人值守集中供回系统的成本优势体现在前期投入结构与长期使用收益之间的平衡,适用于希望降低管理成本并提升效率的工业企业。在前期投入方面,系统采用模块化组合方式,企业可按需求选择“配比+供液”“配比+供液+过滤”或“循环全流程”等配置,无需进行大规模基础施工,也无需对机床结构进行改动,从而缩小投资范围。在长期使用中,自动配比可减少切削液浪费约三成,无人值守方式能够减少加液与清理的人力投入;三级过滤及处理方式延长切削液更换周期,减少废液产生,同时降低危废处置支出。系统保持稳定运行后,可减少机床因液体污染造成的停机情况,提升加工效率,降低因加工问题带来的损耗。综合运行情况,企业通常可在约一至两年内收回投入,并在后续持续获得节能与管理方面的收益。浙江蓝沃环保提供相关系统,并配套培训、质保和技术支持,方便企业使用与维护。离心分离装置集中供回系统的解决方案可根据企业杂质处理需求,定制分离精度与运行流程。浙江高精度控温集中供回系统处理工艺
耐腐蚀材质集中供回系统更换周期需根据使用频率、工况环境等因素合理规划。江苏超精油集中供回系统有哪些配置
远程协助集中供回系统中关键部件的更换周期与系统运行稳定性和维护成本密切相关。更换频率应结合设备使用强度、加工介质特性及现场工况综合判断,不存在统一标准,但可通过运行状态和性能指标建立科学依据。回液泵作为动力装置,采用一级能效电机,在正常使用下寿命可达8000至10000小时,当出现异常噪音、供液压力不足或流量下降超过10%时,应及时检修或更换。过滤元件包括离心分离装置的涡旋组件和滤芯,更换周期受杂质含量影响,通常为六到十二个月,如果远程监测显示过滤精度低于设定值或压差持续升高,应提前更换。气动阀和电磁开关属于控制部件,频繁启停会加速损耗,建议每12到18个月进行检测,如出现响应延迟或密封失效,应更换。浓度检测仪的镜片可通过超声波定期清洗,若清洗后仍无法准确监测浓度,应更换检测模块。PLC控制系统关键模块寿命较长,但建议每两年进行一次调试校准。浙江蓝沃环保设备股份有限公司的远程协助系统支持远程故障诊断,通过数据监测提前发现部件损耗,同时提供更换指导和原厂部件供应,有助于降低维护成本。江苏超精油集中供回系统有哪些配置
浙江蓝沃环保设备股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在浙江省等地区的环保中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同浙江蓝沃环保设备股份供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!