- 品牌
- 远超
- 型号
- 全自动内管冲孔机,全自动中管冲孔机,全自动外管冲孔机
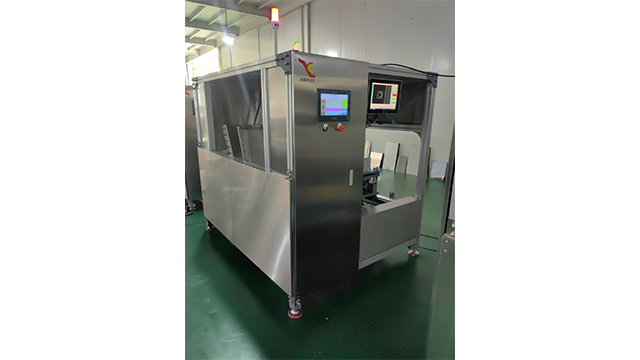
冲孔机不打孔的常见原因包括气压供应不足、模具安装不到位、冲头损坏、控制系统异常等。其中,气压是冲孔动作的动力基础,压力不足将直接导致冲裁失败;模具若未紧固或位置偏差,冲头无法准确作用于目标位置;冲头磨损或断裂亦会造成无效冲裁;而控制系统故障或安全机制误动作,则可能使设备停止运行。日常维护应聚焦气压表读数、模具紧固状态、冲头外观检查等关键点,并善用设备自带的故障告示功能进行初步诊断。该功能可明显缩短问题定位时间,提升现场处置效率。嘉兴市远超自动化设备有限公司的冲孔机功率均小于2kW(不含空压机用电),电源为交流220V;配备故障告示、定位引导、一键回零等功能;模具简单、成本低、制作快;可适应各种形状的铁管、铝管、氧化管。冲孔机所有功能模块均围绕箱包拉杆真实生产场景进行工程化设计与优化。全自动中管冲孔机使用方法

冲孔机的柔性本质是工艺知识的固化与复用能力。企业在多品牌、多规格混线生产时,频繁切换参数对设备的快速响应能力提出极高要求,换模迅速只是外在表现,关键在于参数可存储、逻辑可复用、调试可简化。高柔性设备通过标准化快换结构实现物理模块快速切换,搭配定位辅助与异常闭环响应,大幅降低操作门槛与经验依赖。这种柔性是在保证高重复定位精度前提下实现的,可建立稳定、可复制、可追溯的生产秩序,提升产线适应性与利用率。嘉兴市远超自动化设备有限公司专注箱包拉杆自动化领域十余年,其全自动中(内)管冲孔机与全自动外管冲孔机均配备上述能力,构建了“需求调研—方案定制—设备交付—售后运维”全链条服务体系,企业愿景是做箱包拉杆自动化领域的典范。温州冲孔机厂家直销精密夹持与进给控制,让冲孔机在细管、薄壁管加工中,有效避免管体变形与孔位偏移。

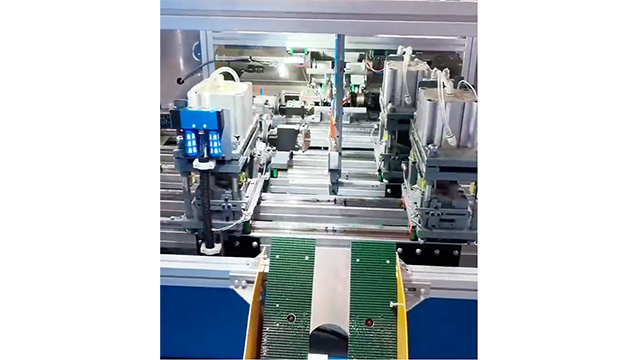
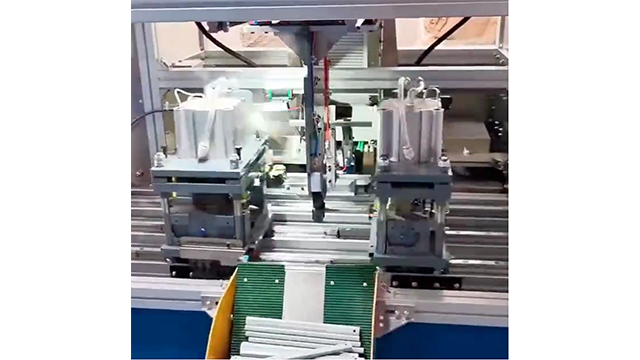
内管冲孔机是箱包拉杆制造中保障装配精度的首道关口。在内部细管的多孔位加工场景中,传统加工方式容易出现定位偏差、孔距误差累积或管体变形等问题。现代化设备依靠稳定的机械结构与精确的进给控制,保持连续作业时的冲裁一致性;配套的定位辅助功能可简化首件校准流程,坐标复位功能确保设备重启后快速恢复生产;定量产出与成捆分离设计能够顺畅衔接下游工序,减少人工参与带来的误差。以稳定性为重点的设计思路,让内管冲孔从满足基础加工,升级为可稳定复现的标准化工序。嘉兴市远超自动化设备有限公司的全自动中(内)管冲孔机,依托十余年行业经验打造,模具简单、成本低、制作快,可精确适配不同规格、材质的箱包拉杆冲孔需求,是其完整自动化设备矩阵中的关键一环。
铝管与氧化管因材质延展性强、表面涂层脆弱,在冲孔过程中易发生塌边、毛刺超标或涂层剥落,导致装配卡滞或外观不良。解决此类问题不仅依赖模具几何设计,更需整机在夹紧力分布、冲裁节奏控制与卸料路径规划上的协同优化。理想方案应能在不更换关键执行机构的前提下,适应从薄壁装饰管到厚壁承重管的跨度切换,并保持冲孔质量稳定。定位引导功能成为保障工艺鲁棒性的关键技术路径。嘉兴市远超自动化设备有限公司的全自动中(内)管冲孔机与全自动外管冲孔机可精确适配不同规格、材质的箱包拉杆冲孔需求,实现从原料加工到成品组装的自动化衔接。嘉兴市远超自动化设备有限公司的冲孔机已在多家箱包拉杆企业稳定投产运行。

售后服务的质量,由故障平均修复时间与预防性干预覆盖率共同定义。当冲孔机突发报警,若远程模块只显示笼统提示而无法定位具体故障源,则现场工程师需携带多种调试工具往返;当模具寿命即将到期,若系统无法基于运行特征预测剩余可用时间,则可能在批量生产中突发失效,导致整批返工。专业厂家需具备本地化备件库、标准化诊断流程与全参数远程访问权限;“需求调研—方案定制—设备交付—售后运维”全链条体系,可确保从设备出厂即建立身份档案,所有运行数据、维护记录、参数变更均可追溯。服务不是问题发生后的补救,而是风险发生前的预控。嘉兴市远超自动化设备有限公司构建了覆盖全国的物流与服务网络,依托国家高新技术企业资质与浙江省科技型中小企业认证。依托十余年行业积淀,远超自动化的冲孔机可精确匹配箱包拉杆产线的真实工艺约束与品质要求。新疆全自动外管冲孔机
冲孔机功率控制合理,兼顾性能输出与长期运行经济性。全自动中管冲孔机使用方法
中管冲孔机处于拉杆三段式结构的中间枢纽位置,加工质量直接影响伸缩流畅度与整体结构强度。部分中管为弯曲管件,对夹具的适应性和冲裁定位精度提出更高要求。稳定的设备会采用合理的夹持结构,在保证定位效果的同时减少管体变形;高效的定位与复位功能,可缩短产品切换后的调试时间;异常提示与定量生产功能,让生产节奏更易控制,降低操作与管理难度。以减少人工依赖、稳定生产节拍、控制加工偏差为目标的设计,能让中管加工成为整条拉杆产线的效能稳定节点,提升整线连贯性与可靠性。嘉兴市远超自动化设备有限公司专注箱包拉杆自动化领域十余年,其全自动中(内)管冲孔机与全自动外管冲孔机均配备标准化快换接口,践行“科技驱动生产,经验保障品质”理念。全自动中管冲孔机使用方法

- 甘肃雨伞冲孔机 2026-03-16
- 江西全自动铁管冲孔机源头厂家 2026-03-16
- 东莞中管冲孔机厂家定制 2026-03-16
- 山西大型冲孔机 2026-03-16
- 河北全自动冲孔机源头厂家 2026-03-16
- 全自动拉杆冲孔机定制 2026-03-16
- 山东全自动中管冲孔机 2026-03-16
- 全自动中管冲孔机耗电大吗 2026-03-16