- 品牌
- 太克干燥
- 型号
- 齐全
- 适用物料
- 多种可用,条状,片状,颗粒状
- 操作方式
- 连续
- 干燥介质
- 过热蒸汽,导热油,热水,蒸汽,空气
- 传热方式
- 多传热方式,热传导,热辐射,热对流
- 物料输送方式
- 台车输送,轨道车输送
- 加热方式
- 辐射式,对流式,传导式
- 应用领域
- 木材,竹材,竹木
- 产地
- 杭州
- 厂家
- 杭州太克干燥设备有线公司
干燥阶段目的:促使木材中的水分快速蒸发并排出,降低木材的含水率。参数控制:温度逐渐升高至 50 - 70℃,相对湿度根据木材的干燥程度逐渐降低至 30% - 60%。干燥时间较长,可能需要数天至数周不等,具体取决于木材的种类、厚度和初始含水率。例如,厚度为 20 - 30mm 的杨木,在初始含水率为 40% - 50% 的情况下,干燥时间可能需要 3 - 5 天;而厚度相同的红木,由于其密度较大,干燥时间可能需要 7 - 10 天甚至更长。平衡阶段目的:使木材内部的含水率与周围环境的湿度达到平衡,确保木材的含水率均匀一致,避免出现干燥缺陷。参数控制:温度保持在 40 - 50℃,相对湿度控制在 60% - 70%,持续时间一般为 12 - 24 小时。木材烘干调试时,若木材含水率下降过慢,需适当提高烘干温度或增大风速。上海家具木材干燥销售厂家

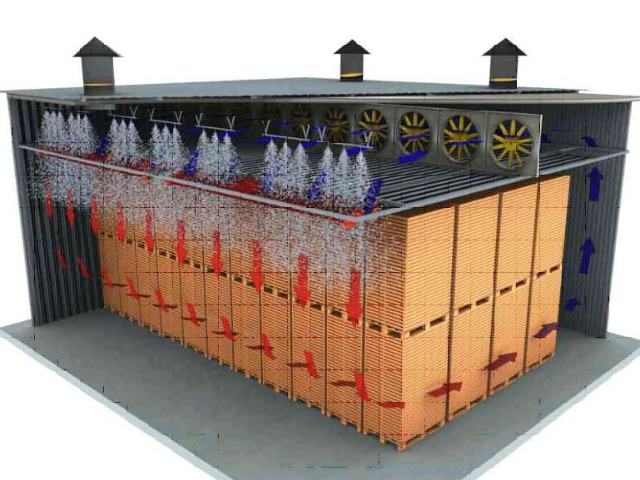
木材干燥前的预处理工序对木材干燥效果具有重要影响,合理的预处理能够改善木材的干燥性能,提燥效率和质量。木材干燥前的预处理工序主要包括木材的锯解、分选、堆垛等。锯解工序是将原木锯切成符合后续加工要求的锯材,在锯解过程中,需根据木材的纹理方向和结构特点,选择合适的锯切方式,避免因锯切不当导致木材出现裂纹或变形,同时要保证锯材的尺寸精度,为后续的堆垛和干燥创造良好条件。分选工序则是将锯材按照种类、厚度、含水率等参数进行分类,同一批次干燥的木材应尽量保持参数一致,避免因木材差异过大导致干燥质量不均匀。堆垛工序是木材干燥前的关键环节,合理的堆垛方式能够保证干燥窑内空气流通顺畅,使每根木材都能均匀受热和失水。在堆垛时,需在木材之间放置隔条,使木材之间保持一定的间隙,便于空气流通;同时,堆垛高度和宽度要适中,避免堆垛过高导致底部木材受压变形,或堆垛过宽影响空气在窑内的循环。通过科学的预处理工序,可改善木材的干燥条件,提高木材干燥效率和质量,减少干燥过程中的木材损耗。江苏热水加热木材烘干工艺木材干燥过程中,湿度控制是关键环节。

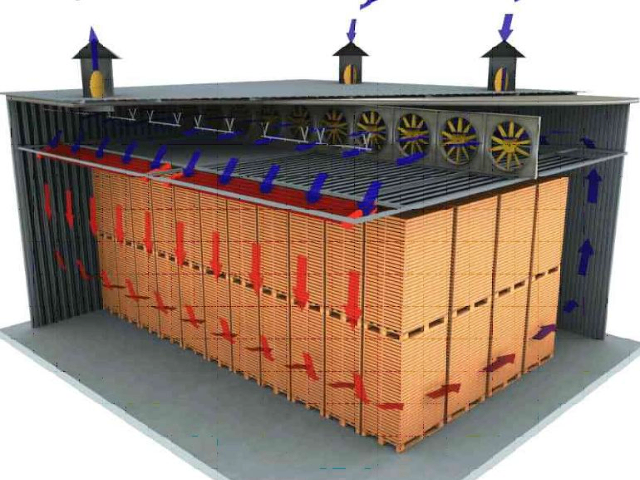
木材干燥过程中对环境温湿度的适应能力是衡量干燥工艺合理性的重要指标之一,良好的干燥工艺应能在不同环境条件下保持稳定的干燥效果。木材干燥车间的环境温湿度会随着季节、天气的变化而发生波动,若干燥工艺对环境温湿度变化敏感,就容易导致干燥质量不稳定。例如,在夏季高温高湿环境下,干燥窑内的湿度难以降低,可能会延长木材干燥周期,影响生产进度;而在冬季低温低湿环境下,干燥窑内的温度升高困难,且木材水分蒸发速度过快,容易导致木材表面开裂。为提高木材干燥工艺对环境温湿度的适应能力,企业可采取多种措施,如在干燥车间设置环境调节系统,通过空调、除湿机、加湿器等设备,将车间环境温湿度控制在相对稳定的范围内;在干燥工艺设计中引入自适应控制算法,根据车间环境温湿度的变化,自动调整干燥窑内的温度、湿度、通风量等参数,确保干燥过程不受外界环境影响。例如,当车间环境湿度升高时,控制系统会自动增加干燥窑的通风量,加快湿热空气的排出,降低窑内湿度;当车间环境温度降低时,会自动提高加热设备的功率,确保窑内温度达到设定值。通过这些措施,可使木材干燥工艺在不同环境条件下都能保持稳定的干燥效果,保障生产顺利进行。
木材干燥在木地板生产中具有关键作用,干燥质量直接影响木地板的安装效果和使用性能。木地板在安装后,需要承受人体重量、家具压力等,同时还要适应室内温度和湿度的变化,若木材干燥不当,木地板容易出现起拱、开裂、翘曲等问题。例如,当地板木材含水率过高时,在使用过程中水分蒸发,木材收缩,会导致地板之间出现缝隙;而含水率过低时,木材吸收空气中的水分膨胀,会导致地板起拱,影响行走舒适度。因此,木地板生产企业对木材干燥质量要求极高,通常会将木材含水率控制在 8%-12% 之间,具体数值根据不同地区的使用环境进行调整。在干燥过程中,除了控制含水率外,还需确保木材的干燥均匀度,避免同一批次地板木材含水率差异过大,导致部分地板出现问题。此外,木地板木材在干燥后,还需进行养生处理,即让木材在特定环境中放置一段时间,使木材内部应力进一步释放,尺寸更加稳定,然后再进行后续的加工工序,如开榫、涂漆等,以确保木地板的质量和使用寿命。大型木材烘干设备需配备余热回收装置,提高能源利用率,降低生产成本。
常规干燥法原理:在专门的烘干窑内,通过控制温度、湿度和通风等条件,加速木材中水分的蒸发和排出。操作方法:将木材装入烘干窑,根据木材的种类、厚度和初始含水率等因素,制定相应的烘干基准。通过加热装置升高窑内温度,同时利用通风设备调节空气流通,使木材表面的水分不断蒸发,并将潮湿的空气排出窑外。在干燥过程中,还需要根据木材的干燥情况,适时调整湿度,防止木材出现干燥缺陷。优点:干燥速度较快,能够在较短的时间内将木材干燥到所需的含水率;可以通过控制烘干参数,较好地保证木材的干燥质量,减少开裂、变形等问题的发生;适用于各种类型和规格的木材干燥。缺点:设备投资较大,运行成本较高,需要消耗大量的能源来加热和通风;对操作人员的技术要求较高,需要准确掌握烘干基准和设备的操作方法。木材烘干工艺需根据木材初始含水率确定预热时间,初始含水率高则适当延长预热阶段。上海蒸汽加热木材干燥
定期检查木材烘干设备的密封性能,防止热风泄漏,确保烘干舱内温湿度稳定。上海家具木材干燥销售厂家
木材烘干工艺是一个复杂的过程,需要严格控制温度、湿度和时间等参数,以确保木材干燥质量,以下是常规的木材烘干工艺步骤及要点:前期准备木材挑选与分类:对木材进行挑选,去除有明显缺陷如腐朽、虫蛀的木材。然后按树种、厚度、含水率等进行分类,以便制定不同的烘干方案。装窑:将木材合理装窑,木材之间要留有一定的间隙,保证空气流通顺畅,使热量和湿气能够均匀传递。预热阶段升温:缓慢升高烘干窑内温度,一般以每小时1-3℃的速度升温,避免木材因温度急剧变化而产生开裂等缺陷。湿度控制:同时将相对湿度保持在80%-90%,较高的湿度可防止木材表面水分过快蒸发,使木材内部水分有足够时间向表面迁移。持续时间:根据木材的厚度和初始含水率确定,通常为6-12小时。上海家具木材干燥销售厂家

烘干:这是木材烘干的重要阶段,根据木材的种类和含水率等因素,选择合适的烘干工艺参数。一般来说,烘干温度在 60 - 90℃之间,湿度控制在 30% - 60% RH 之间。在烘干过程中,要不断监测木材的含水率和烘干窑内的温度、湿度等参数,并根据实际情况进行调整。烘干时间根据木材的厚度和初始含水率而定,一般从几天到几周不等。调湿:当木材的含水率达到规定要求后,需要进行调湿处理。通过向烘干窑内通入适量的水蒸气,使木材表面的含水率略高于内部的含水率,从而消除木材内部的应力,提高木材的稳定性和加工性能。调湿温度一般在 50 - 70℃之间,湿度控制在 70% - 90% RH 之间,调湿时间为 12 ...
- 浙江微波木材烘干基准 2026-03-17
- 红木木材干燥保养 2026-03-17
- 炭化木木材烘干基准 2026-03-17
- 上海微波木材干燥指导 2026-03-17
- 家具木材烘干销售厂家 2026-03-17
- 浙江家具木材烘干设备生产厂家 2026-03-17
- 浙江热水加热木材烘干机 2026-03-17
- 杭州湿木材木材干燥机 2026-03-17
- 江苏除湿木材干燥指导 2026-03-17
- 热水加热木材干燥安装 2026-03-17


- 上海微波木材干燥含水率 2026-03-17
- 上海热泵木材烘干工厂直销 2026-03-17
- 浙江真空木材干燥安装 2026-03-16
- 江苏除湿木材干燥炭化技术 2026-03-16
- 杭州红木木材干燥平衡含水率 2026-03-16
- 杭州除湿木材干燥指导 2026-03-16


- 上海微波木材干燥指导 03-17
- 家具木材烘干销售厂家 03-17
- 浙江热水加热木材烘干机 03-17
- 杭州湿木材木材干燥机 03-17
- 江苏除湿木材干燥指导 03-17
- 热水加热木材干燥安装 03-17
- 杭州炉气间接加热木材烘干故障维修 03-17
- 防腐木木材干燥技术 03-17
- 江苏高频真空木材烘干设备厂家 03-17
- 上海微波木材干燥含水率 03-17