- 品牌
- 亚普
- 型号
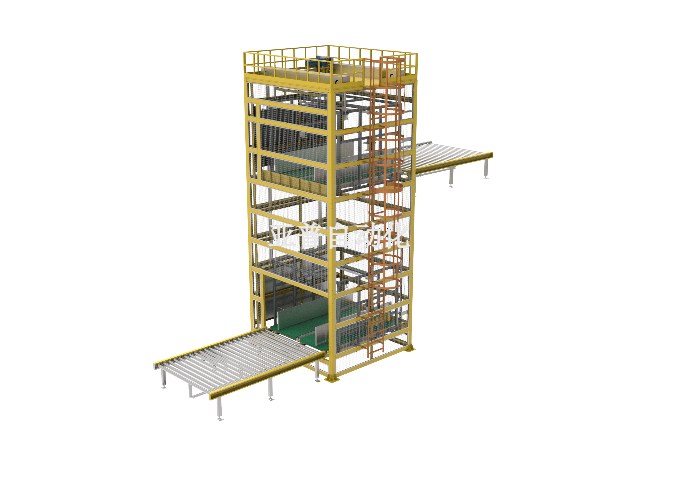
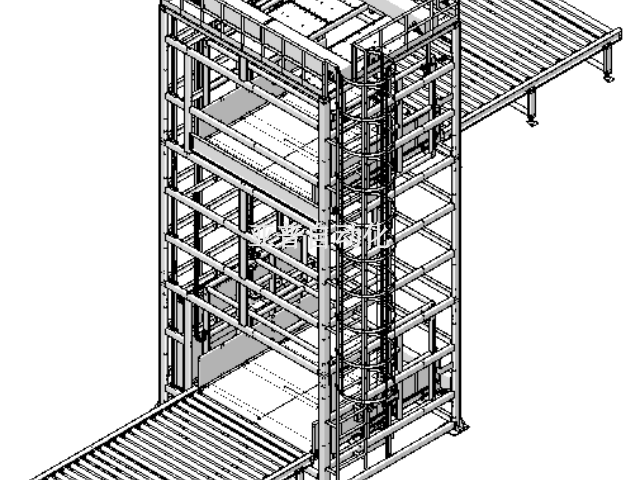
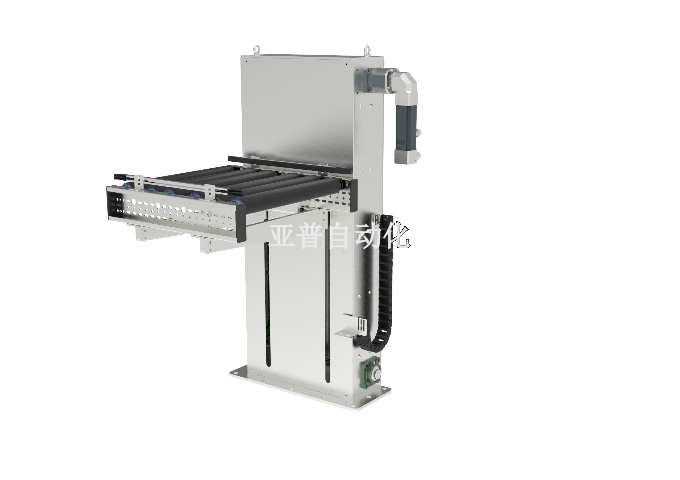
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
玩具组装需将塑料零件从注塑区输送至流水线工位,传统皮带输送机输送零件(易混杂不同型号,混杂率2.5%),单次分拣耗时5秒/工位,日组装量1.2万件。AGV提升机与组装流水线配合后,通过二维码识别零件型号,自动行驶至对应工位,升降平台按工位高度(700mm)升起卸料,实现“型号-工位”精细匹配。单次输送分拣耗时1秒,混杂率降至0.1%,日组装量提升至3万件,减少3名分拣工人,且零件输送过程中可自动计数(计数误差<0.1%),避免工位缺料,保障流水线连续作业。连续提升机结构坚固抗变形,长期高负荷运行依旧保持稳定输送状态。湖南粉料提升机
矿用破碎机零件装配需将重型零件(重量300kg)从加工区输送至装配机,传统吊车吊装零件(定位误差±5mm),单次吊装耗时30秒,日装配量20台,零件对接时需人工调整(调整耗时15秒/台)。AGV提升机与装配机配合后,采用液压升降平台(升程800-1600mm),通过激光导航精细定位装配机接口,零件对接误差控制在±1mm,无需人工调整。单次搬运耗时8秒,日装配量提升至50台,减少2名调整工人,且零件输送过程中可自动检测尺寸精度(检测率90%),提前剔除超差零件,保障破碎机使用寿命。北京斗式提升机图片连续提升机低速启动高速运行,调速范围广,适配不同节拍产线需求。
母婴湿巾生产中,需将湿巾从折叠机输送至包装机,传统采用皮带输送机输送,湿巾易因皮带摩擦产生毛絮(毛絮率2%),且包装机换规格时需调整输送机高度(耗时30分钟),日包装量6万包。AGV提升机与湿巾包装机配合后,采用食品级不锈钢输送平台(可定期灭菌),通过红外导航自动对接折叠机出口,升降平台按包装机进料高度(350-500mm)实时调节,避免湿巾摩擦。换规格时*需修改升降参数,换产耗时缩短至5分钟,毛絮率降至0.1%,日包装量提升至12万包,且湿巾输送过程中微生物超标率从0.3%降至0,符合母婴用品卫生标准。
纸张裁切需将纸卷(直径0.8m,重量200kg)从存储区输送至裁切机,传统人工推动纸卷至裁切机(需2人协作),单次推动耗时20秒,日裁切量300卷,纸卷易因推动偏移导致裁切尺寸误差(误差±2mm)。AGV提升机与裁切机配合后,采用电动夹臂(可自动调节夹持力度),通过激光导航精细定位裁切机纸轴,升降平台将纸卷平稳套入纸轴(定位误差±0.5mm)。单次输送耗时6秒,日裁切量提升至700卷,减少2名工人,裁切尺寸误差降至±0.5mm,且纸卷输送过程中可自动计数(计数误差<0.1%),避免裁切过量。机械臂空转率从 15% 降至 2%。

注射器组装需将针筒从注塑区输送至组装机,传统人工搬运需在无菌环境下操作(工人需穿无菌服,作业效率低),单次搬运耗时18秒,日组装量8000套,且人工接触易导致针筒污染(污染率0.4%)。AGV提升机与注射器组装机配合后,采用无菌级机身(可耐受121℃高温灭菌),通过磁导航沿无菌通道行驶,升降平台通过无菌夹具抓取针筒(适配1ml、5ml型号),按组装机进料高度(450mm)精细对接。单次搬运耗时5秒,污染率降至0,日组装量提升至18000套,无需人工进入无菌区,减少无菌服消耗(日均节省50套),降低生产成本。料箱提升机 + AGV + 智能分拣机可节约50%成本。提升机大数据分析
食品冷链车间:料箱提升机 + 冷藏滚筒输送机 + 贴标机。湖南粉料提升机
新能源电池生产中,电芯叠片需将电芯从切割区输送至叠片机,传统依赖人工搬运电芯(易因静电损坏,损坏率2.5%),单次搬运耗时12秒,日叠片量300组电池。AGV提升机与电芯叠片机配合后,配备防静电吸盘(电阻值10^6-10^9Ω),通过RFID导航精细定位电芯位置,升降平台轻柔抓取电芯(压力可调),按叠片机进料高度(400mm)自动调节,避免电芯挤压损伤。单次搬运耗时3秒,电芯损坏率降至0.3%,日叠片量提升至700组,且全程自动化输送,减少3名操作工人,满足电池生产“零损伤”的严苛要求。湖南粉料提升机