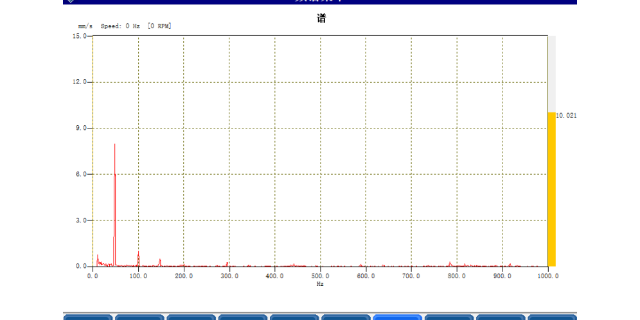
再次是数据处理与特征提取。数字化后的振动信号传输至分析仪的**处理单元,通过专业算法进行深度分析,提取与故障相关的特征参数。常用的分析方法包括:时域分析(计算振动有效值、峰值、峰值因子、峭度等参数,判断振动强度与冲击特性)、频域分析(通过傅里叶变换将时域信号转化为频谱图,识别特征频率,定位故障源)、时频域分析(如短时傅里叶变换、小波变换,适用于非平稳振动信号,诊断早期间歇性故障)。例如,通过时域分析的 “峭度” 参数,可在轴承出现微小点蚀时(故障早期)发现异常(正常设备峭度约为 3,故障时可升至 5 以上);通过频域分析的频谱图,可识别出齿轮啮合频率对应的边频带,判断齿轮是否存在断齿、磨损问题。振动数据是设备健康的晴雨表,测振仪是读取这份报告的利器。涡轮分子泵测振仪价格
振动测试仪的选型应根据设备类型、监测需求、预算等因素综合考虑。首先,应根据设备的转速、功率、结构特点等选择合适的传感器类型。压电式加速度传感器适用于高频振动测量,具有体积小、重量轻、频率范围宽等优点;电涡流位移传感器适用于低频振动测量,能够直接测量轴的相对振动;速度传感器则适用于中频振动测量,具有输出信号大、抗干扰能力强等特点。其次,应根据监测需求选择合适的功能配置。对于日常巡检和简单故障诊断,可选择功能简单、操作便捷的便携式振动测试仪;对于精密故障诊断和复杂设备分析,应选择具有频谱分析、波形分析、包络分析等功能的多通道振动分析仪;对于关键设备的长期监测,应选择具有数据存储、远程传输、报警功能的在线振动监测系统北京测振仪哪个好测振仪,为工业设备维护插上智慧的翅膀。

破碎机振动分析:破碎机的转子质量大、转速中等(500-1000r/min),易因锤头磨损不均导致不平衡,引发机架振动、基础开裂。VMI 振动分析仪可通过 “1 倍工频” 幅值判断转子不平衡程度,通过 “冲击脉冲” 分析判断锤头是否存在断裂。某矿山的颚式破碎机振动幅值达 18mm/s,振迪检测使用 VMI 振动分析仪检测发现,“1 倍工频” 幅值占比超过 90%,判断为转子不平衡,通过在转子上添加配重块后,振动幅值降至 4mm/s,避免了机架开裂的风险。新能源行业的风力发电机、光伏逆变器冷却风机、储能系统水泵等设备对可靠性要求极高,故障会直接影响能源产出。振动分析仪在新能源行业的应用需适应 “高空、户外” 的特点。
再次,应考虑仪器的测量精度、频率范围、动态范围、存储容量等性能指标,确保其满足监测需求。***,应考虑仪器的品牌、售后服务、技术支持等因素,选择有信誉、有实力的供应商。振迪检测作为瑞典VMI振动测试仪的中国区代理商,能够为客户提供专业的选型咨询和定制化解决方案,确保客户选购到**适合自身需求的振动测试仪产品。振动测试仪的维护和校准是保证其长期稳定运行的关键。作为一种精密的测量仪器,振动测试仪的精度和可靠性会随着使用时间的增加而下降,因此需要定期进行维护和校准。维护工作包括清洁传感器和仪器表面、检查电池电量、更新软件版本、检查连接线缆等;校准工作则需要通过专业的校准设备对振动测试仪的测量精度进行验证和调整,确保其测量结果的准确性。一般来说,振动测试仪应每年进行一次***校准,在受到强烈冲击、长期闲置或维修后也应进行校准。振迪检测不仅提供振动测试仪的销售服务,还提供专业的维护和校准服务,帮助客户延长振动测试仪的使用寿命,保证监测数据的可靠性。测振仪的准确性和可靠性是评估其性能的重要指标之一,也是用户选择产品时的重要考虑因素。

测振仪的基本功能是通过传感器采集设备在运行过程中产生的振动信号,并将其转化为电信号,再通过内置的处理电路或软件进行分析,**终输出振动速度、加速度、位移等参数。这些参数不仅能够反映设备振动的强度,还能通过频谱分析、波形分析等手段,揭示振动的来源和性质,为故障诊断提供依据。根据测量原理和应用场景的不同,测振仪可分为便携式测振仪、在线监测系统、多通道数据采集器等多种类型。便携式测振仪适用于日常巡检和现场故障排查,具有操作简便、携带方便的特点;在线监测系统则用于关键设备的长期连续监测,能够实现数据的自动采集、存储和分析,并支持远程访问和报警功能;多通道数据采集器则适用于复杂设备的***振动分析,能够同步采集多个测点的振动信号,进行更深入的状态评估和故障诊断。振迪检测代理的瑞典VMI测振仪,以其高精度、高可靠性和强大的分析功能,在各类测振仪中脱颖而出,成为众多企业的优先品牌。你知道测振仪如何精确测量振动吗?它让工业维护更高效!齿轮泵测振仪哪个好
随着科技进步,测振仪将在更多领域发挥更大作用。涡轮分子泵测振仪价格
制造业的电机、机床主轴、齿轮箱、生产线输送设备等对运行精度与稳定性要求极高,振动异常会导致产品质量下降、废品率上升。振动分析仪在制造业的应用注重“高精度、高效率”:机床主轴振动分析:CNC机床主轴的振动直接影响加工零件的尺寸精度与表面粗糙度,微小的振动(如0.1mm/s)就可能导致零件超差。VMI振动分析仪的高精度测量能力(幅值精度±0.5%)可捕捉主轴的微小振动变化,通过频域分析识别“主轴不平衡频率”(1倍工频)、“轴承故障频率”,判断主轴是否存在不平衡或轴承磨损。某汽车零部件厂的CNC车床加工零件圆度误差超差,振迪检测使用VMI振动分析仪检测发现,主轴振动的“1倍工频”幅值达0.8mm/s(正常应<0.3mm/s),判断为主轴不平衡,通过现场动平衡校正后,零件圆度误差从0.05mm降至0.01mm,废品率从12%降至2%。涡轮分子泵测振仪价格