- 品牌
- 中博
- 型号
- 齐全
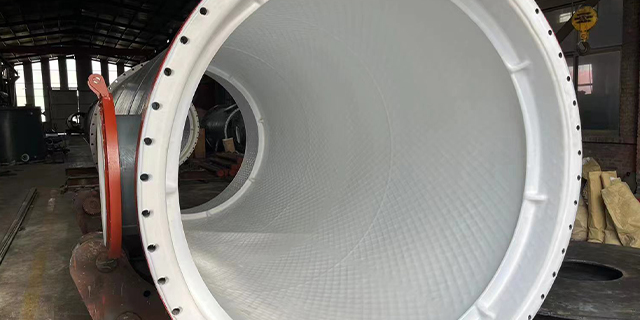
该工艺的关键优势是加工效率高、衬层厚度均匀,PO材质的熔融流动性好,可填充钢体内壁的微小缝隙,结合力强,不易出现脱层、鼓包等问题。加工周期通常为1-3天,适合中小型储罐、输送管道等设备,成本介于钢衬PP和钢衬四氟之间。同时,PO材质的加工适应性强,可制作成弯头、三通等复杂管件,满足不同工况的安装需求。钢衬PP设备的加工工艺以旋转滚塑成型为主,是钢衬塑设备中较成熟、较经济的工艺,具体流程如下:钢基体经喷砂除锈、表面处理后,将PP粉料加入钢体内,然后将钢体放入滚塑设备中,通过双向旋转(水平旋转和垂直旋转)和加热,使PP粉料在离心力作用下均匀附着在钢体内壁,熔融成型后自然冷却,形成无接缝的PP衬层。该工艺无需复杂的模具,加工成本低,效率高,适合大规模生产,可制作成各种规格的储罐、管道、反应釜等设备。淄博中博,以匠心精神,打造每一款防腐精品!青海化工钢衬塑生产厂家

其关键性能参数为:介质温度适用范围-25℃~105℃,常温正压2.5MPa,负压90KPa,抗老化、抗冲击性能突出。耐腐蚀性方面,钢衬PO设备可耐受酸碱盐及多种有机溶剂的侵蚀,抗老化性能优异,在长期使用过程中不易出现脆化、开裂等问题,可替代橡胶、玻璃钢衬里设备。其加工工艺采用特殊热熔旋转成型技术,对钢基体内部进行喷砂除锈后,焊接金属网加强,再将PO粉料热熔成型,使衬层与钢体、金属网紧密结合,结合力强,可适应一定的温度波动和压力变化。湖南电厂钢衬塑储罐厂家防腐设备厂家,品质有保证,值得信赖——淄博中博环保机械设备有限公司。

钢衬PO设备:耐压性能良好,常温下正压可达到2.5MPa,负压为90KPa,衬层与钢体、金属网紧密结合,抗内压变形能力强,可适应一定的压力波动,适合中高压中强腐蚀工况,如中高压腐蚀性介质输送管道。钢衬PP设备:耐压性能中等,常温下正压可达到2.5MPa,负压为94KPa,但PP衬层刚性不足,高压工况下易软化、鼓包,长期在高压环境下使用,衬层寿命会明显缩短,只适合常压或低压工况。钢衬橡胶设备:耐压性能中等,常温下正压可达到1.6MPa,负压为80KPa,橡胶衬层的弹性较好,但刚性不足,高压工况下易出现变形、脱层等问题,适合常压或低压工况,不适用于中高压场景。其中,硬质橡胶的耐压性优于软质橡胶,可适应略高的压力工况。
此外,钢衬四氟设备的加工过程中,需严格控制温度和压力,避免四氟衬层出现气泡、开裂等缺陷,加工周期通常为3-7天,具体取决于设备尺寸和工艺复杂度。钢衬PO设备的加工工艺采用特殊热熔旋转成型技术,结合了钢衬塑设备的成熟工艺,同时针对PO材质的特性进行优化,具体流程如下:首先对钢基体内部进行喷砂除锈和表面粗糙化处理,焊接金属网加强衬层与钢体的结合力,然后将PO粉料加入钢基体中,将钢基体置于旋转设备上,边旋转边加热(加热温度控制在200-250℃),使PO粉料熔融后均匀附着在钢体内壁和金属网上,形成致密、无接缝的衬层,之后自然冷却固化,完成加工。高效防腐,耐用可靠,防腐设备厂家助您解决腐蚀难题——淄博中博环保机械设备有限公司。

应用场景主要为电力、冶金、矿山等领域的高磨损、强腐蚀工况,如电力行业的粉煤灰输送管道,冶金行业的矿浆输送管道,矿山行业的尾矿浆输送管道等。例如,在电力行业中,钢衬陶瓷管道可耐受粉煤灰的高速冲刷和腐蚀,避免管道因磨损导致的泄漏,延长设备使用寿命,降低维护成本;在冶金行业中,其可用于高温矿浆的输送,耐受高温和矿浆的双重侵蚀,确保生产稳定。钢衬玻璃防腐设备是以钢体为基体,内衬玻璃釉层的复合设备,关键优势是耐腐蚀性强、表面光滑、不易结垢,且卫生无毒,适用于医药、食品、精细化工等对物料纯度和卫生要求较高的领域。玻璃釉层具有良好的化学稳定性,可耐受绝大多数酸、碱、盐介质的侵蚀,且无毒性、无异味,不会污染物料。中博防腐设备,耐用可靠,是您工业生产的坚实后盾!内蒙古耐高温防腐设备定制
创新未来,中博防腐设备,为您的生产保驾护航!青海化工钢衬塑生产厂家
衬层材质是四类设备较根本的区别,直接决定了设备的耐腐性能、耐温范围、机械特性,也是选型的关键依据。四类设备的衬层材质分属不同类别,材质本身的化学结构和物理特性差异明显,具体如下:钢衬四氟设备的衬层材质为聚四氟乙烯(PTFE,俗称“四氟”),属于氟塑料家族的关键品类,具有“耐腐”的美誉。其化学结构中含有稳定的碳-氟键,化学稳定性是所有塑料中较好的,几乎不与任何化学介质发生反应,只对熔融金属锂、钾及高流速液氟存在耐受性不足的问题。青海化工钢衬塑生产厂家
关键性能参数表现为:介质温度适用范围-100℃~250℃,短时间可耐受300℃高温,常温正压2.5MPa,负压70KPa,即使在-196℃的极端低温环境下,仍可保持5%的伸长率,机械韧性优异。耐腐蚀性方面,钢衬四氟设备除熔融金属锂、钾及高流速液氟外,可耐受几乎所有有机、无机化合物的侵蚀,包括王水、浓硝酸、发烟硫酸、氢氟酸等强腐蚀介质,在各类腐蚀性工况下均能保持稳定运行。其加工工艺主要有板衬、整体模压、钢丝网缠绕三种方式:板衬工艺通过钠化处理对四氟板表面打毛,使四氟板与钢体有机融合;整体模压工艺采用等体、等压、等温制造,可适应更高的正负压和温度波动;钢丝网缠绕工艺通过钢丝缠绕增强四氟衬层的刚性,...
- 宁夏耐负压钢衬四氟厂家 2026-03-18
- 北京电厂钢衬塑公司 2026-03-18
- 河南化工钢衬四氟生产厂家 2026-03-18
- 福建防腐钢衬四氟价格 2026-03-18
- 广东电厂防腐设备生产厂家 2026-03-18
- 山东耐高温防腐设备 2026-03-18
- 海南耐高温钢衬四氟设备价格 2026-03-17
- 北京耐负压钢衬四氟设备 2026-03-17
- 辽宁电厂钢衬塑厂家 2026-03-17
- 四川防腐钢衬塑生产厂家 2026-03-17

- 黑龙江电厂钢衬四氟设备厂家 2026-03-17
- 石油防腐设备厂家 2026-03-16
- 浙江电厂钢衬四氟厂家 2026-03-16
- 北京防腐钢衬四氟储罐价格 2026-03-16
- 黑龙江制药厂防腐设备价格 2026-03-16
- 江西矿用钢衬四氟储罐 2026-03-16




- 福建防腐钢衬四氟价格 03-18
- 广东电厂防腐设备生产厂家 03-18
- 山东耐高温防腐设备 03-18
- 海南耐高温钢衬四氟设备价格 03-17
- 内蒙古耐磨管道 03-17
- 北京耐负压钢衬四氟设备 03-17
- 辽宁电厂钢衬塑厂家 03-17
- 四川防腐钢衬塑生产厂家 03-17
- 青海化工钢衬四氟厂家 03-17
- 甘肃制药厂防腐管道 03-17