- 品牌
- 博尔勒,boerler
- 型号
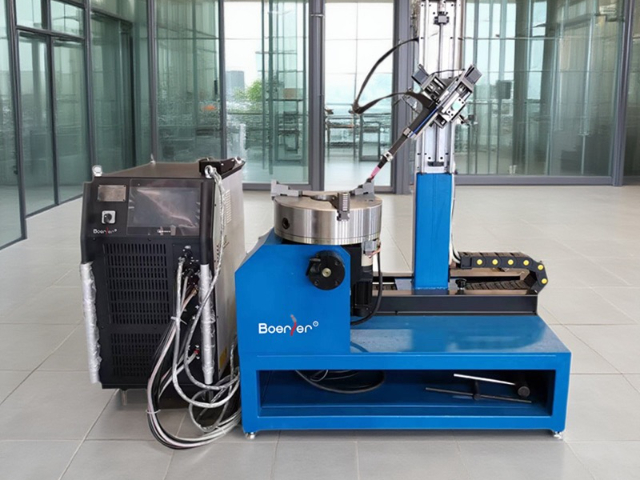
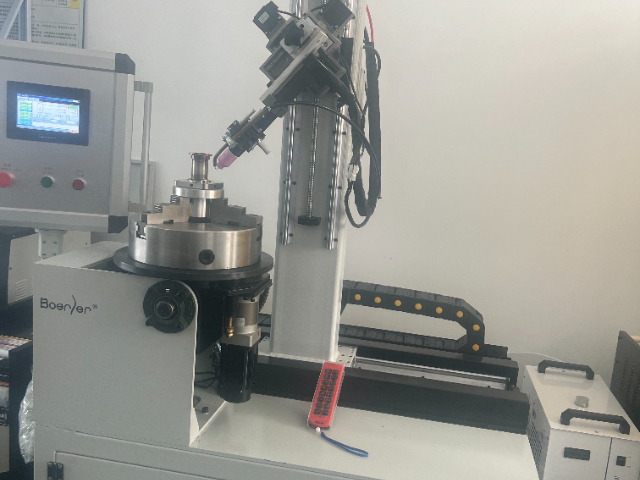
- 管法兰专机
- 电源类型
- 直流电源,脉冲电源,逆变式电源
- 控制方式
- 半自动,自动,手动
- 是否数控
- 是
- 焊炬冷却方式
- 水冷
- 作用对象
- 金属,不锈钢,碳钢,钛合金
- 作用原理
- 逆变,脉冲
- 适用管径
- 10-500
- 额定容量
- 25
- 额定负载持续率
- 100
- 额定焊接电流
- 500
- 电流调节范围
- 5-500
- 焊接材质
- 不锈钢,碳钢,钛合金
- 工作电压
- 380
- 产地
- 江苏昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
奥氏体不锈钢焊接时,若焊缝在450-850℃的“敏化温度区间”停留时间过长,碳化物会在晶界析出,导致晶间腐蚀抗力急剧下降。传统焊接难以精确控制此区间的冷却速度。本专机的冷却速率调控模块,在焊枪后方安装了一组可精确控制的雾化冷却喷嘴。系统实时采集焊缝表面的红外温度场数据,当预测到热影响区将进入敏化区间时,模块自动启动,喷射极细的雾化冷却介质(通常为去离子水雾或氩气雾)。冷却的强度、范围和启停时间均由算法根据材料厚度、热输入和实测温度曲线动态决定。通过这种主动干预,可以将不锈钢接头在敏化区间的冷却时间(Δt8/5)从无法控制的数十秒缩短至安全范围(如对于304不锈钢,控制在30秒以内),有效抑制碳化铬的析出。该技术对于化工行业大型不锈钢塔器、管道以及核电非能动安全壳的焊接至关重要,它使焊缝在保持良好力学性能的同时,通过了严格的晶间腐蚀试验(如ASTM A262 Practice E),确保了设备在腐蚀环境下的长期服役安全。碳钢油管法兰专机搭载大功率MAG电源,专为厚壁焊接管线设计,确保深熔透与高沉积效率。陕西氩弧焊管法兰专机企业

封头瓜瓣拼接焊缝是复杂的三维空间曲线,传统手工示教编程耗时极长且精度依赖技师经验。本专机配套的数字孪生离线编程系统彻底改变了这前列程。用户在软件中导入封头的三维CAD模型,并定义拼接焊缝的位置。系统自动根据焊缝所处的双曲率曲面几何特征、设定的焊枪姿态(如垂直于曲面)、焊接工艺参数(摆动、速度等),通过内置的路径规划算法,无碰撞地计算出机器人各轴的比较好运动轨迹。更重要的是,该系统构建了机器人、变位机与工件的精确数字孪生模型,编程完成后可进行全流程3D动态仿真,验证可达性、干涉性与运动平滑性。仿真无误后,程序可直接下载至专机控制器执行。此技术将原本需要数天完成的复杂空间焊缝编程工作,缩短至几小时内,且程序精度达到毫米级。它使小批量、多规格的封头生产实现了快速换产,特别适用于航天燃料贮箱、大型化工反应釜等**装备的定制化制造,是智能制造在重型焊接领域的成功实践。广东氩弧焊管法兰专机多少钱专为高合金管道设计,配备精确层间温度控与背面充氩保护模块。

为应对市场多变的订单需求,现代管法兰专机普遍采用高度模块化的设计理念。由机架、电控系统、电源等部分保持稳定,而执行末端如卡盘夹具、焊枪夹持器、保护气罩等则设计为标准化的快速接口模块。当需要切换不同管径范围时,操作人员只需使用简单工具,在短时间内即可完成相应规格夹具模块和焊枪模块的换装。电控系统内对应的程序模块与参数包也会同步切换。这种灵活性使得一台专机,能够覆盖比较大的工件尺寸范围,大幅提高了设备的利用率和回报率,帮助制造企业以经济的配置应对从精密仪器管道到大型结构管道的各种法兰焊接挑战。
双相不锈钢、超级奥氏体不锈钢、镍基合金等高合金材料,其焊缝金属对氮、氧等间隙元素极为敏感,微量污染即可导致韧性下降、耐蚀性劣化或产生脆性相。常规的氩气保护在车间流动空气中难以做到隔绝。为此,本专机提供了两种升级保护方案:对于直焊缝或小尺寸环缝,可配置模块化局部真空室。焊接前将该透明真空室扣合在焊缝上,抽至中真空状态(如10^-2 mbar),再充入高纯保护气,形成较好的纯净环境。对于大型或不可封闭的焊缝,则采用长行程尾气保护拖罩。该拖罩不仅长度可达1米以上,其内部设计有迷宫式气帘和气体回收净化循环系统,能将高温焊缝及热影响区与空气隔离保护至150℃以下。这两种方案能将焊缝的氮、氧污染控制在极低水平(如NiCrMo类合金焊缝氧<80ppm,氮<150ppm),确保其耐点蚀当量(PREN)和冲击功与母材匹配,满足了海洋平台、湿法冶金设备等苛刻腐蚀环境中高合金压力容器的焊接质量要求。MIG管法兰专机集成全位置焊接参数包,适应管道安装中水平固定、垂直固定等多种焊位需求。
氩弧焊工艺的优势在于其非熔化极电弧的纯净与稳定,特别适用于不锈钢、钛合金、铝合金及镍基合金等对热输入和氧化敏感的材料。氩弧焊管法兰专机为此配置了高性能水冷式焊枪,其大容量冷却循环系统能有效带走焊接大电流时产生的巨大热量,保护焊枪本体并维持钨极前列的形状稳定,从而保证长时焊接中电弧的集中度和稳定性。设备采用非接触式高频引弧或先进的软起弧技术,避免钨极污染工件。电源具备精确的直流脉冲和交流方波输出能力,前者可精确控制热输入以减小变形,后者能有效破除铝合金表面的氧化膜。整个焊接过程在惰性气体(纯氩或定制混合气)的充分保护下进行,焊道呈现光亮的银白色或金属原色,确保焊缝的耐腐蚀性与母材相匹配,完全满足食品、医药、核电等高洁净度行业的苛刻标准。采用重型恒温冷却系统,确保大电流长时间连续焊接的工艺稳定性。广东氩弧焊管法兰专机多少钱
内置轻量化轨道与爬行机构,满足现场安装及狭窄空间管道环缝焊接。陕西氩弧焊管法兰专机企业
重力是全位置焊接,尤其是立焊和仰焊时面临的主要挑战,熔池金属在重力作用下易发生流淌,导致焊缝成形不佳甚至产生缺陷。本专机创新的磁控电弧(MAW)技术通过在焊接区域施加一个可精确控制的横向交变磁场,实现对电弧和熔池的主动“搅拌”与“约束”。磁场发生器由专机控制系统同步驱动,其频率、强度和方向可根据焊接位置实时调整。在立焊向上焊时,磁场产生的洛伦兹力可有效对抗重力,起到“托举”熔池的作用,防止铁水下淌;在仰焊时,磁场力则能帮助熔池金属更稳定地附着在母材上。此外,磁场对电弧的搅拌作用还能细化焊缝晶粒,有利于提升接头力学性能。在实际的化工塔器现场安装环缝焊接(包含5G、6G位置)中,启用磁控电弧功能后,仰焊位置的焊缝余高波动从±1.5mm减小到±0.5mm,成形美观度与平焊位置相当,且无需频繁调整焊接参数,明显提升了全位置焊接的自动化水平和一次合格率。陕西氩弧焊管法兰专机企业
昆山博尔勒自动化科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**昆山博尔勒自动化科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 安徽碳钢油管法兰专机焊机 2026-03-09
- 江苏博尔勒管法兰专机定做 2026-03-08
- 上海管弯头管法兰专机配件 2026-03-08
- 广州管法兰专机工厂 2026-03-08
- 直管管法兰专机 2026-03-08
- 浙江储罐管法兰专机焊接电源 2026-03-08
- 广东储罐管法兰专机企业 2026-03-08
- 浙江中厚壁管管法兰专机工厂 2026-03-08
- 安徽水管管法兰专机专机 2026-03-08
- 上海不锈钢管管法兰专机多少钱 2026-03-08
- 上海管三通管法兰专机焊接技巧 2026-03-08
- 安徽卫生管法兰专机工厂 2026-03-08