- 品牌
- 博尔勒,boerler
- 型号
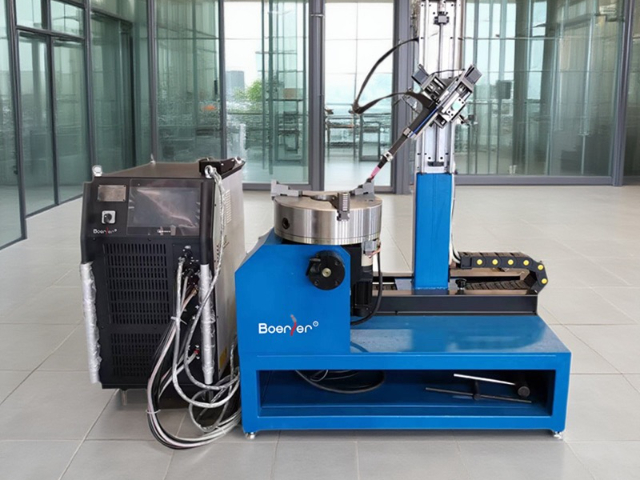
- 管法兰专机
- 电源类型
- 直流电源,脉冲电源,逆变式电源
- 控制方式
- 半自动,自动,手动
- 是否数控
- 是
- 焊炬冷却方式
- 水冷
- 作用对象
- 金属,不锈钢,碳钢,钛合金
- 作用原理
- 逆变,脉冲
- 适用管径
- 10-500
- 额定容量
- 25
- 额定负载持续率
- 100
- 额定焊接电流
- 500
- 电流调节范围
- 5-500
- 焊接材质
- 不锈钢,碳钢,钛合金
- 工作电压
- 380
- 产地
- 江苏昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
封头瓜瓣拼接焊缝是复杂的三维空间曲线,传统手工示教编程耗时极长且精度依赖技师经验。本专机配套的数字孪生离线编程系统彻底改变了这前列程。用户在软件中导入封头的三维CAD模型,并定义拼接焊缝的位置。系统自动根据焊缝所处的双曲率曲面几何特征、设定的焊枪姿态(如垂直于曲面)、焊接工艺参数(摆动、速度等),通过内置的路径规划算法,无碰撞地计算出机器人各轴的比较好运动轨迹。更重要的是,该系统构建了机器人、变位机与工件的精确数字孪生模型,编程完成后可进行全流程3D动态仿真,验证可达性、干涉性与运动平滑性。仿真无误后,程序可直接下载至专机控制器执行。此技术将原本需要数天完成的复杂空间焊缝编程工作,缩短至几小时内,且程序精度达到毫米级。它使小批量、多规格的封头生产实现了快速换产,特别适用于航天燃料贮箱、大型化工反应釜等**装备的定制化制造,是智能制造在重型焊接领域的成功实践。采用重型恒温冷却系统,确保大电流长时间连续焊接的工艺稳定性。陕西弯头法兰管管对接管法兰专机地址

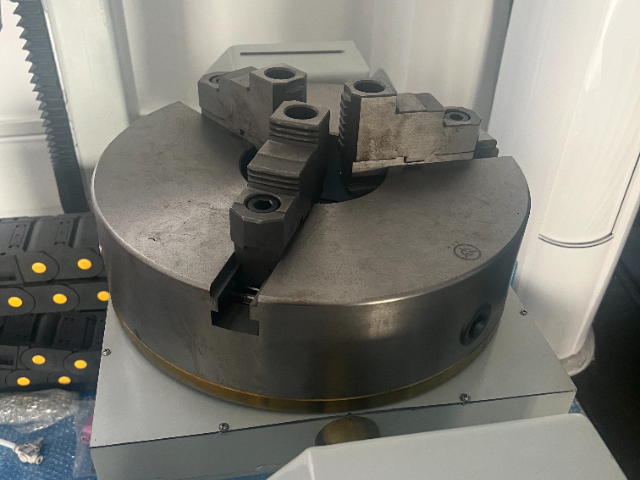
面对不锈钢、双相钢、镍基合金等对氧化、热输入极度敏感的特种材料法兰焊接,氩弧焊(GTAW)管法兰专机提供了近乎完美的解决方案。该专机采用高纯度氩气或根据材料特性定制的氩-氢、氩-氦混合气体作为保护介质,形成稳定惰性气体氛围,彻底隔绝空气,防止焊缝金属在高温下发生氧化、氮化,从而保留母材的耐腐蚀性与力学性能。设备通常搭载冷丝或热丝TIG系统,在保证电弧极其稳定的前提下,大幅提升熔敷效率。其精密电流波形控制能力(如方波交流用于铝合金,直流脉冲用于不锈钢)可精确管理热输入,减少焊接变形与热影响区,尤其适用于食品机械、核电、半导体等高洁净、高耐蚀要求的管道法兰连接,焊缝外观银白致密,内质无损检测合格率接近100%。广州暖气管管法兰专机地址专为法兰焊接设计的卡盘与变位器,实现工件安装与不同角度的焊接。

大型压力容器封头通常由多块瓜瓣钢板拼焊而成,焊缝位于复杂双曲率空间曲面上。本专机配备的智能跟踪系统,通过激光视觉实时感知焊缝在曲面上的精确位置,引导焊枪沿三维曲线精确运动。其在于曲面自适应摆动控制算法。该算法根据焊枪在曲面不同位置的局部法线方向、焊缝所处的坡度(上坡、下坡、平缓区),动态调整焊接摆动的幅度、频率、两端停留时间以及送丝速度。例如,在下坡位置自动减小摆宽和送丝量以防熔池流淌;在过渡曲率大的区域调整焊枪姿态以保证熔池受力平衡。通过这种毫秒级的动态优化,确保了整条空间曲线焊缝的熔宽、余高均匀一致,外观成形美观,内部无未熔合缺陷,为后续封头的整体旋压或冲压成型提供了高质量的拼焊坯料。
奥氏体不锈钢焊接时,若焊缝在450-850℃的“敏化温度区间”停留时间过长,碳化物会在晶界析出,导致晶间腐蚀抗力急剧下降。传统焊接难以精确控制此区间的冷却速度。本专机的冷却速率调控模块,在焊枪后方安装了一组可精确控制的雾化冷却喷嘴。系统实时采集焊缝表面的红外温度场数据,当预测到热影响区将进入敏化区间时,模块自动启动,喷射极细的雾化冷却介质(通常为去离子水雾或氩气雾)。冷却的强度、范围和启停时间均由算法根据材料厚度、热输入和实测温度曲线动态决定。通过这种主动干预,可以将不锈钢接头在敏化区间的冷却时间(Δt8/5)从无法控制的数十秒缩短至安全范围(如对于304不锈钢,控制在30秒以内),有效抑制碳化铬的析出。该技术对于化工行业大型不锈钢塔器、管道以及核电非能动安全壳的焊接至关重要,它使焊缝在保持良好力学性能的同时,通过了严格的晶间腐蚀试验(如ASTM A262 Practice E),确保了设备在腐蚀环境下的长期服役安全。搭载脉冲协同双送丝系统,兼顾打底焊道熔透与填充盖面效率。

双相不锈钢、超级奥氏体不锈钢、镍基合金等高合金材料,其焊缝金属对氮、氧等间隙元素极为敏感,微量污染即可导致韧性下降、耐蚀性劣化或产生脆性相。常规的氩气保护在车间流动空气中难以做到隔绝。为此,本专机提供了两种升级保护方案:对于直焊缝或小尺寸环缝,可配置模块化局部真空室。焊接前将该透明真空室扣合在焊缝上,抽至中真空状态(如10^-2 mbar),再充入高纯保护气,形成较好的纯净环境。对于大型或不可封闭的焊缝,则采用长行程尾气保护拖罩。该拖罩不仅长度可达1米以上,其内部设计有迷宫式气帘和气体回收净化循环系统,能将高温焊缝及热影响区与空气隔离保护至150℃以下。这两种方案能将焊缝的氮、氧污染控制在极低水平(如NiCrMo类合金焊缝氧<80ppm,氮<150ppm),确保其耐点蚀当量(PREN)和冲击功与母材匹配,满足了海洋平台、湿法冶金设备等苛刻腐蚀环境中高合金压力容器的焊接质量要求。整机符合IP54防护等级,关键运动部件具备高刚性,适应车间长期稳定运行的严苛环境。山东碳钢管法兰专机定做
专机配置双工位或旋转工作台,实现工件装夹与焊接同步进行,可以提升设备综合利用率。陕西弯头法兰管管对接管法兰专机地址
双送丝系统是本专机实现高效质量焊接的关键配置。该系统包含两套完全独特且高精度的送丝机构与控制系统。在“冷丝+热丝”模式下,主焊枪进行正常的TIG电弧熔敷,同时独特的预热电源对从另一路径送入弧区的填充焊丝进行电阻预热,使其在进入熔池前温度可升至数百摄氏度。这一方式可将熔敷效率提高50%-100%,同时因主要热源仍为电弧,能保持TIG焊熔池易控、冶金质量高的优点,特别适用于厚壁构件的快速填充。此外,系统还支持“双冷丝”模式,用于需要两种不同成分焊丝的异种金属焊接或堆焊,例如先在基材上堆焊过渡层,随即同步覆盖耐蚀表层。送丝速度、送丝角度及与电弧的相对位置均可独特编程控制,工艺柔性极强。在电站锅炉水冷壁的镍基合金堆焊修复中,该技术通过热丝TIG工艺,在保证稀释率低于10%的前提下,将堆焊效率提升至传统冷丝TIG的2倍,大幅缩短了电站检修停机时间,经济效益明显。陕西弯头法兰管管对接管法兰专机地址
昆山博尔勒自动化科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同昆山博尔勒自动化科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 安徽碳钢油管法兰专机焊机 2026-03-09
- 江苏博尔勒管法兰专机定做 2026-03-08
- 上海管弯头管法兰专机配件 2026-03-08
- 广州管法兰专机工厂 2026-03-08
- 直管管法兰专机 2026-03-08
- 浙江储罐管法兰专机焊接电源 2026-03-08
- 广东储罐管法兰专机企业 2026-03-08
- 浙江中厚壁管管法兰专机工厂 2026-03-08
- 安徽水管管法兰专机专机 2026-03-08
- 上海不锈钢管管法兰专机多少钱 2026-03-08
- 上海管三通管法兰专机焊接技巧 2026-03-08
- 安徽卫生管法兰专机工厂 2026-03-08