需要更加严格地控制焊接工艺。三、热成型钢焊接的技术要点(一)焊接材料的选择根据热成型钢的成分和性能,选择与母材化学成分、强度等级相匹配的焊接材料。例如,对于含碳量较高的热成型钢,应选择低氢型且具有良好抗裂性能的焊接材料,以减少焊接裂纹的产生。(二)焊接工艺参数的优化精确控制焊接电流、电压、焊接速度等参数。合理的热输入是关键,过大的热输入会导致接头组织过热,降低强度和硬度;过小的热输入则可能造成未焊透或焊缝成型不良。需通过大量试验确定针对不同厚度和接头形式的合适工艺参数。(三)焊接顺序和方向合理安排焊接顺序和方向,以减少焊接应力和变形。对于复杂的热成型钢结构件,应采用对称焊接、分段焊接等方法,使焊接应力能够均匀分布,避免局部应力集中。四、热成型钢的主要焊接方式(一)电阻焊技术特点:电阻焊利用电流通过焊件接触点产生的电阻热进行加热,在压力作用下形成焊接接头。具有焊接速度快、生产效率高、焊接变形小、易于自动化等优点,而且不需要填充材料,能够较好地保持热成型钢的原有性能。适用范围:适用于焊接厚度在-3mm左右的热成型钢薄板。常用于汽车车身制造中热成型钢部件的连接。智能休眠,待机5分钟自动断电,年省千度电。黑龙江储液器焊机24小时服务

在当前制造业转型升级的大背景下,全生命周期成本(TCO)分析已成为企业采购决策的重点考量因素。根据市场调研显示,制造企业在计算时常忽略三大隐性成本维度——运行维护成本、故障维修成本、数据保护成本。广州亨龙智能装备作为坚固高新制造工业的上游,正是通过解决这些痛点实现成本优化。一、节能**,降低长期支出压力设备的长期价值,更需在运行阶段验证。亨龙智能装备的电阻焊机通过节能技术、低故障率设计与完善的售后服务体系,将运行维护优势升级至行业高位,形成“开机即省”的长期价值,成为企业控制生产成本的关键抓手。在能耗成本控制上,进一步降低单位产品能耗;同时设备采用轻量化设计,减量不减质,从结构上减少能源损耗。在国内头部汽车零部件企业的汽车焊接生产线的应用案例中,亨龙中压电容储能技术(CapacitorDischargeWelding)采用定制化电容(ESR、ESL更低),电容衰减更慢,发热更低,使用寿命更长;减少了攻丝回牙工序和补焊工序;节约了耗材(气体和焊丝等);充电时间更短,减少能源消耗。行业数据显示,亨龙中压储能电容电阻焊机年均能耗成本比传统交流焊机低约40%,长期运行优势明显。二、售后即时,极速响应维护维修与售后成本的优化同样亮眼。黑龙江储液器焊机24小时服务线节拍8–25 s无极调,订单大小都能接。

1.生产率高,无噪音和有害气体,在大规模生产中,可与其他制造工艺一起安排在装配线上。但闪光对焊由于火花飞溅,需要隔离。2.操作简单,易于实现机械化和自动化,改了工作条件。3.不需要焊丝、焊条等填充金属,以及氧气、乙炔、氩气等焊接材料,焊接成本低。4.加热时间短,热量集中,因此热影响面积小,变形和应力小,焊接后通常不需要安排校正和热处理过程。5.熔核形成时,总是被塑性环包围,熔融金属与空气隔离,冶金工艺简单。电阻焊机是一种将焊接工件压在两个电极之间并与电流连接的方法,利用电流通过工件接触面和相邻区域产生的电阻热将其加热到熔化或塑性状态,从而形成金属组合。点焊时,工件*在有限的接触面上,即所谓“点”顶部焊接,形成一个扁平的球形熔合。点焊可分为单点焊和多点焊。当多点焊接时,使用两对以上的电极在同一过程中形成多个熔核。接缝焊接类似于点焊接。在缝焊过程中,工件通过两个旋转的圆盘电极(滚子),形成连续的连续焊接。凸焊是点焊的一种变体。在工件上有一个预制的凸点。在凸焊过程中,一个或多个熔核可以一次在接头上形成。在对焊过程中,两个工件端面接触,电阻加热和压力后沿整个接触面焊接。
有效提高了生产线的整体产出能力,满足了汽车制造行业对于高效生产的迫切需求。3.成本的降低:减少了焊接工序设计,中压电容储能电阻焊工艺简化了焊接流程。传统焊接工艺可能需要多个复杂的工序来确保焊接质量,而这种创新工艺通过其独特的能量控制和焊接机制,能够在较少的工序下实现同样甚至更好的焊接效果。这不仅减少了工人在每个工件上花费的操作时间,还降低了因工序繁琐可能导致的出错概率。设备机身采用紧凑的结构设计,这一设计理念是基于中压电容储能电阻焊工艺的特性而精心打造的。紧凑的机身结构意味着设备在工作场地中占用的空间更小。在汽车制造车间这种空间有限且需要布局众多设备的环境中,节省的每一寸空间都具有重要意义。它可以为企业留出更多的空间用于其他生产设备的布局或者物料的存放,提高了整个车间的空间利用率。省去了攻丝回牙和补焊工序,这是中压电容储能电阻焊工艺的一大优势。攻丝回牙工序在传统焊接工艺中是为了保证螺母与焊接部位的螺纹匹配,但在这种创新工艺下,由于焊接质量的提高,不再需要这一工序。补焊工序通常是因为传统焊接中可能出现焊接不牢固或焊接缺陷而进行的二次焊接,而本工艺稳定的焊接质量避免了这种情况的发生。自动送丝+剪丝,甩掉助手,焊工单人作业。

常见的压缩机类型有:涡旋式压缩机、双转子压缩机、旋转活塞式压缩机。1.漩涡式压缩机涡旋式压缩机是由一个固定的渐开线涡旋盘和一个呈偏心回旋平动的渐开线运动涡旋盘组成可压缩容积的压缩机。涡旋式压缩机是有两个双函数方程型线的动、静涡盘相互咬合而成。涡旋压缩机的独特设计,使其成为当今世界节能压缩机。涡旋压缩机主要运行件涡盘只有龊合没有磨损,因而寿命更长,被誉为免维修压缩机。涡旋压缩机运行平稳、振动小、工作环境宁静,又被誉为'超静压缩机'。涡旋式压缩机结构新颖、精密,具有体积小、噪音低、重量轻、振动小、能耗小、寿命长、输气连续平稳、运行可靠、气源清洁等优点。被誉为'新一代压缩机'和'无需维修压缩机'是风动机械理想动力源,运用于工业、农业、交通运输、医疗器械、食品装潢和纺织等行业和其它需要压缩空气的场合。2.双转子压缩机双转子压缩机,指的是压缩机由两个转子构成。低频能效比好,高频能效比不如涡旋,噪音震动磨损比涡旋稍大,寿命比涡旋短,做大排量难。3.旋转活塞式压缩机活塞式压缩机是一种依靠活塞往复运动使气体增压和输送气体的压缩机。适用压力范围广,活塞式压缩机可设计成低压、中压、高压和超高压,而且在等转速下。逆变焊机比传统AC轻40%,搬运能耗也省。北京储液器焊机联系方式
一台设备=3名焊工产能,工资秒变利润。黑龙江储液器焊机24小时服务
1)技术难点:焊接参数的选择:强度高度钢的合金含量较高,对焊接参数的选择要求较高。不合适的焊接参数可能导致焊接接头出现裂纹、气孔等缺陷。电极的磨损:在电阻焊过程中,电极容易磨损,导致焊接质量下降。电极的磨损还会加速合金化反应,进一步影响焊接质量。(2)解决方法:l优化焊接参数:通过试验和实践经验,优化焊接参数,确保焊接接头的质量和性能。可以采用**的焊接设备和控制系统,实现焊接参数的精确控制和调整。l选择合适的电极材料:根据强度高度钢的合金成分和焊接要求,选择合适的电极材料。同时,定期对电极进行检查和更换,以确保焊接接头的质量。综上所述,强度高度钢的焊接需要掌握一定的技术要点和选择合适的焊接方法。电阻焊作为一种常用的焊接方法,在强度高度钢的焊接中具有广泛的应用前景。然而,在实际应用中,还需要注意焊接参数的选择、电极的磨损等问题,并采取相应的解决方法,以确保焊接接头的质量和性能。黑龙江储液器焊机24小时服务
模块化水/气路设计使得便捷化,缩短维修耗时,降低设备故障率。在国内,亨龙提供24小时在线售后...
【详情】③通过增加焊接单元或优化控制系统可提升产能④新增实时焊接质量参数监控仪等模块可延长设备寿命。...
【详情】空压机储液罐焊接大难题无法实现自动化成本高作业条件严苛链条耐热层等更换频繁,拆装复杂效率低下...
【详情】以混合气体保护焊为例)技术特点:混合气体保护焊通常采用氩气和二氧化碳等混合气体作为保护介质,...
【详情】在竞争白热化的汽车制造领域,企业都在全力追逐提高生产效率、确保产品质量稳定以及削减成本这几个...
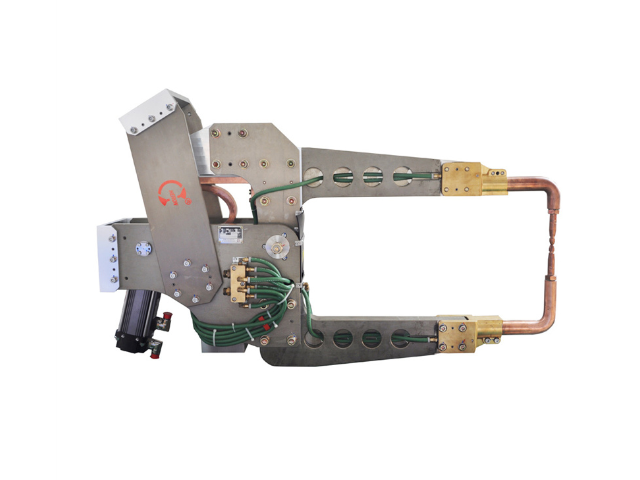
【详情】0520-汽车行业科普-点焊焊钳点焊焊钳——藏在车身里的“隐形裁缝”,亨龙带你揭秘焊钳的全线...
【详情】原始的技术配置是焊机具有长期价值的关键因素,亨龙智能电阻焊机的**技术配置包括:①中频逆变直...
【详情】需要更加严格地控制焊接工艺。三、热成型钢焊接的技术要点(一)焊接材料的选择根据热成型钢的成分...
【详情】不需要频繁更换电容或进行大规模的维修,减少了设备停机时间,保证了生产的连续性,从而确保焊接质...
【详情】