- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
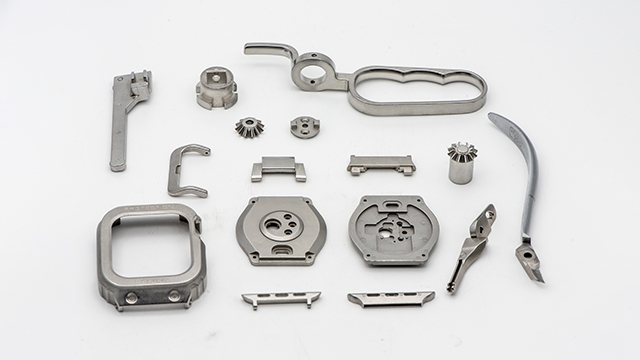
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
在智能终端领域,伊比精密为折叠屏手机、智能穿戴设备提供高性能的金属组件。随着电子产品对紧凑空间的物理约束不断提升,MIM工艺在制造超薄铰链零件和异形支撑件方面的优势日益体现。通过使用17-4PH等材料,零件能够以更小的体积承载更大的机械负荷,支撑了智能设备向轻量化方向的技术跨越。针对外观件的高颜值要求,伊比精密提供的烧结件具备致密的内部组织,这为后期的PVD镀膜、手工抛光或喷砂处理提供了良好的物理底色。在运营对接中,通过DfM协同设计,协助客户在产品初期优化零件结构,减少不必要的材料冗余。这种对精密制程的掌控力,缩短了消费电子产品的NPI(新产品导入)周期,满足了行业快速更迭的市场节奏。伊比精密科技结合MIM与CNC精加工,制造光学仪器调焦机构,实现零背隙传动。东莞金属注射成型结构零件

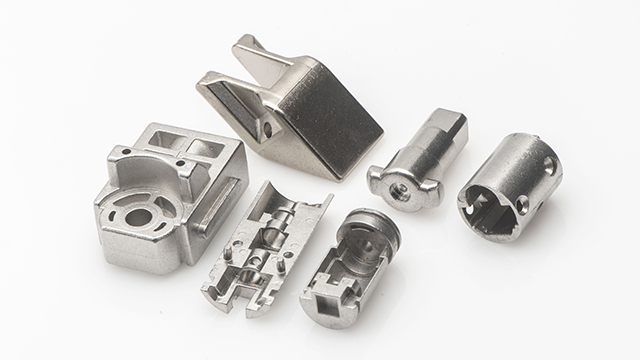
在汽车精密零件领域,伊比精密严格执行IATF16949质量管理体系,为燃油系统、传动系统及各类传感器提供精密组件。汽车行业对零件的故障率要求通常以PPM(百万分之几)进行衡量,这要求制造过程具备极高的受控程度。通过在注塑和烧结环节建立全数的数据监测系统,可以确保每一批次零件的抗拉强度和金相组织均符合车规级标准。伊比精密在生产涡轮增压器叶片、燃油喷嘴和传感器外壳时,利用MIM工艺的一体化成型能力取代了复杂的多步机加工。这不仅减少了零件的累计公差,还提升了系统在极端高温、高压环境下的运行稳定性。这种基于体系化管理的交付能力,使其在汽车精密制造供应链中占据了确定的市场位置,展现了精密注射成型在复杂结构件中的技术价值。
江苏金属注射成型工艺脱脂后的零件处于多孔状态,需要通过高温烧结来提升密度。

在智能手表与运动追踪器的制造链中,MIM工艺是实现复杂三维形状与高表面质量的物理纽带。以316L不锈钢为材料,通过注塑成型实现了表壳内腔的精细结构,减少了传统机加工在处理曲面时的刀具路径复杂度。这种工艺能够将表壳的壁厚控制在0.8mm至1.2mm之间,同时维持内部支撑结构的机械强度,确保了设备在长时间佩戴下的物理稳定性。针对外观件的高要求,MIM烧结件具备均匀的等轴晶组织,这为后期的镜面抛光和PVD(涂层提供了平整的物理基面。通过对烧结收缩率的精确补偿,零件的公差能够稳定在±0.3%以内。这种基于近净成型技术的大批量产出能力,满足了消费电子产品快速更迭的市场节拍,同时通过材料的高利用率降低了不锈钢原材料的损耗。
在决策精密零件的生产方案时,通常以“形状复杂度”和“材料利用率”作为定量分析指标。CNC加工是不锈钢原材料的“减法”过程,在处理异形槽、盲孔或内凹结构时,刀具损耗与加工时长呈线性增长。而MIM工艺通过模具成型,将零件的材料利用率提升至95%以上,这在原材料成本占比高的项目中具有明显的财务优势。当单笔订单的模具成本平摊到数万件产品上时,MIM的单件成本通常比CNC下降30%至50%。作为运营人员,通过建立“产量-成本”平衡点模型,可以协助客户在产品研发初期选择更具经济性的路径。这种基于制造逻辑的成本管控,不仅是岗位能力的体现,更是助力个人月薪跨向15K的技术底气。针对5G基站,伊比精密科技生产波导滤波器铜合金零件,导热系数提升35%。

面向制造的设计(DfM)是伊比精密与客户进行技术交流的专业桥梁。通过在产品开发初期介入,工程团队针对壁厚均匀性、加强筋布局及脱模斜度等参数提供专业的修正建议。合理的DfM方案能够降低零件在烧结过程中的残余应力,减少翘曲变形风险,从而缩短了从图纸到合格样品的转换周期。作为全球的MIM供应商,伊比精密通过DfM帮助客户实现多部件的一体化集成。原本需要焊接或铆接的多个零件,被重新设计为一个单一的MIM成型件,这不仅提升了结构强度,还消除了潜在的组装误差。这种从制造端向设计端的反向赋能,是精密制造行业高水平运营的体现,为客户创造了确定的技术溢价空间,支撑了复杂工业产品的性能升级。不同批次的原材料需经过入厂检验,以确保后续烧结环节的稳定。江门机器人金属注射成型
模具的流道设计对熔体填充过程的均匀性有直接影响。东莞金属注射成型结构零件
钛合金的高活性决定了其对氧(O)、氮(N)、碳(C)等间隙元素具有极强的亲和力。在MIM全制程中,氧含量的增加会诱发晶格畸变,导致材料硬度上升的同时塑性大幅下降。通常情况下,Ti-6Al-4V零件的氧含量需控制在0.2%以下。间隙元素含量的超标是导致钛零件脆断的关键变量。运营过程中,控制氧增量的关键在于从喂料制备到热脱脂的每一个环节。使用高纯度的氩气保护或高真空环境是必要的物理手段。建立针对粉末批次的氧含量检测流程,并监控脱脂阶段的残碳量,能够有效规避批量性报废风险。这种对化学成分微观变化的数字化管理,是体现技术型运营岗位专业深度的重要维度。东莞金属注射成型结构零件
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

在追求音色反馈与耐用性的乐器配件市场,钛合金以其特有的声学特性脱颖而出。拾音器外壳作为承载线圈与磁体的构件,不仅要提供物理保护,其电磁性能也直接影响拾音效果。钛合金具有优良的无磁性,能减少对磁场的干扰,从而呈现出更纯净、更清晰的音色表现。通过MIM工艺,可以为电声乐器生产具有线条感且结构多变的金属外壳或支架件,满足定制化与规模化生产的需求。钛合金表面可处理成多种光泽,具备视觉吸引力。这种将工程材料引入艺术领域的尝试,为乐器制造带来了新的技术视角,体现了跨界制造的可能空间。模具一次投入,万件起量。钛合金MIM量越大单价越低,是规模化生产的首要。肇庆结构件金属注射成型在化学分析与光谱实验中,仪器内...
- 河北金属注射成型平台 2026-04-23
- 广州金属注射成型 2026-04-23
- 中山金属注射成型结构 2026-04-23
- 国内金属注射成型质量 2026-04-23
- 江门金属注射成型质量 2026-04-23
- 江苏金属注射成型优势 2026-04-23
- 苏州304金属注射成型 2026-04-23
- 上海国内金属注射成型 2026-04-23
- 中山金属注射成型原理 2026-04-23
- 宁波钛金属注射成型 2026-04-23


- 广东机器人金属注射成型 2026-04-23
- 阳江全国金属注射成型 2026-04-23
- 金属注射成型强度 2026-04-23
- 铁金属注射成型厂家 2026-04-23
- 湛江金属注射成型代加工 2026-04-23
- 湖南金属注射成型工艺 2026-04-23




- 江门金属注射成型质量 04-23
- 江苏金属注射成型优势 04-23
- 苏州304金属注射成型 04-23
- 上海国内金属注射成型 04-23
- 中山金属注射成型原理 04-23
- 宁波钛金属注射成型 04-23
- 盐城金属注射成型厂 04-23
- 东莞金属注射成型市场价格 04-23
- 江苏金属注射成型结构件 04-23
- 云浮304金属注射成型 04-23