- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
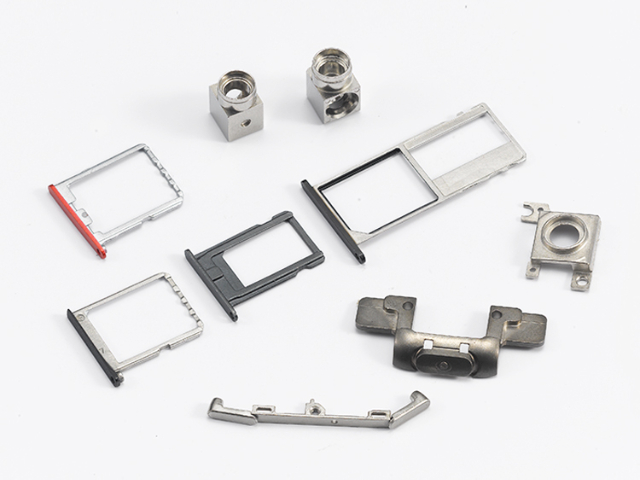
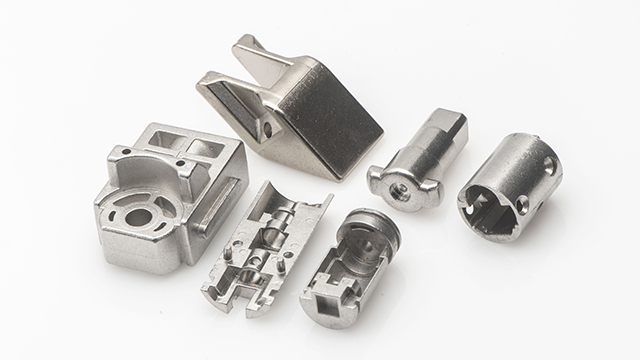
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
涡轮增压器中的可变截面导向叶片是MIM工艺在耐高温材料领域的应用体现。此类零件通常采用镍基高温合金(如Inconel718)或高铬铁合金,具备在700°C以上高温环境下维持力学性能的能力。叶片的空气动力学曲面极其复杂,且对表面粗糙度有明确要求,MIM工艺通过模具型腔的精确复刻,实现了叶片形状的高度一致,优化了涡轮的增压效率。在烧结工艺中,针对高温合金的特性,通过控制真空度和热场均匀性,可以调节晶粒尺寸,从而提升材料的抗蠕变性能。由于叶片属于受力复杂的旋转或导向部件,MIM零件的高致密度确保了其动态平衡性能符合车规级标准。通过将多件组装结构重新优化为MIM一体化设计,不仅降低了整件的质量,还消除了因焊接或铆接产生的潜在应力风险。伊比精密科技开发高温钎焊用非晶态箔带,用于航空航天热端部件,实现微米级精密连接。泰州钨钢金属注射成型

MIM不锈钢零件的附加值提升,往往依赖于多元化的表面处理工艺。由于零件致密度高且组织均匀,316L等材料能够适、化学钝化及电解抛光。例如,PVD涂层可以在不锈钢表面形成一层几微米厚的硬质薄膜,不仅丰富了视觉表现,还提升了表层的耐刮擦系数,延长了产品的使用周期。在运营端核算成本时,表面处理的良率是影响利润的重要变量。MIM零件的烧结表面状态(如无流痕、无麻点)直接决定了抛光工序的时长和耗材成本。通过在射出成型阶段优化浇口位置和排气设计,可以从源头上提升零件的原始表面质量。这种贯穿全流程的质量预判和控制策略,体现了运营人员对产业链上下游的技术掌控力,是实现岗位晋升的关键要素。锁金属注射成型工艺自动化生产线的应用确保了该工艺在大批量订单中的产品一致性。

在铁基MIM的大规模生产中,尺寸的一致性是评估制程能力的关键要素。由于不锈钢和铁基粉末在烧结收缩行为上的微小差异,模具尺寸的补偿系数必须通过实验数据确定。在运营过程中,通过对关键尺寸(CTQ)进行统计过程控制(SPC),计算CPK值,可以客观评价生产线的稳定性。通常要求精密零件的CPK值达到1.33以上,以确保交付产品的公差符合设计要求。模具的磨损和烧结工装的平整度是影响尺寸离散度的关键变量。定期进行模具维保和工装校准,是运营流程中的必要环节。通过引入自动化视觉测量设备,可以实现全数检测,从而拦截潜在的尺寸超差件。这种基于统计学原理和精密检测技术的质量管理方法,是铁基精密制造行业的高级标准,也是个人在向更高职级迈进过程中必须掌握的专业工具。
致密度是MIM不锈钢性能的量化。在烧结阶段,不锈钢粉末颗粒在接近熔点的温度下发生固相扩散,原子间的孔隙随着热能驱动而消失,零件整体会产生15%-20%的均匀线性收缩。高标准的MIM零件要求相对密度达到理论值的97%以上,这直接关系到零件的抗拉强度、冲击韧性以及气密性。在工厂运营管理中,收缩率的一致性是评估工艺水平的标准。通过对模具尺寸的补偿计算(如1.16至1.22的收缩系数),并结合烧结炉内的温场均匀度测试,可以有效降低零件的尺寸离散度。对于技术型运营岗位,具备分析烧结曲线对密度影响的能力,能够协助生产端减少二次机加工的需求,从而在保障性能的前提下,实现制造流程的成本优化伊比精密科技量产自动驾驶激光雷达用铝合金散热壳体,导热系数达200W/(m·K)。

致密度是评估MIM不锈钢零件机械性能的基础指标。在烧结阶段,不锈钢粉末颗粒在接近熔点的温度下发生固相扩散,原子间的孔隙随着热能驱动而逐渐闭合,零件整体会产生15%-20%的均匀线性收缩。高标准的MIM零件要求相对密度达到理论值的97%以上,这直接关系到零件的抗拉强度、冲击韧性以及密性。在工厂运营管理维度,收缩率的一致性是评估工艺水平的客观标准。通过对模具尺寸的补偿计算(如1.16至1.22的收缩系数),并结合烧结炉内的温场均匀度测试,可以有效降低零件的尺寸离散度。对于技术型运营岗位,具备分析烧结曲线对密度影响的能力,能够协助生产端减少二次机加工的需求,从而在保障性能的前提下,实现制造全流程的效率优化。在大规模生产微型复杂零部件时,金属注射成型展现出较高的效率。淮安精密金属注射成型
伊比精密科技创新溶剂脱脂技术,生产多孔钛骨科植入物,孔隙率可控50-70%。泰州钨钢金属注射成型
MIM技术被称为“近净成型”制造,其逻辑在于减少从原材料到成品的中间损耗。在不锈钢零件的制造过程中,传统机加工会产生大量的金属切屑,而MIM工艺将金属粉末通过粘结剂承载,注塑过程中产生的浇口料可以经过破碎后再利用。这种材料循环机制使总利用率稳定在95%以上。在企业运营维度,提高利用率直接对应着BOM(物料清单)成本的下降。通过优化模具排位设计和流道尺寸,可以进一步压缩单件产品的克重,从而在不影响功能的前提下挖掘利润空间。在当前制造业强调资源效率的背景下,这种基于数据分析的生产优化,是运营人员展示岗位价值、争取调薪机会的数据指标。泰州钨钢金属注射成型
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

钛合金凭借其较高的比强度和良好的抗腐蚀性能,在水下机器人及医疗机器人领域应用较广。然而,由于钛合金加工硬化明显,传统工艺的成本较高。MIM技术为钛合金的广泛应用提供了一条可行路径。通过在严格控制的真空或惰性气体环境下处理钛粉,可以生产出形状精巧的医疗机器人手术钳或水下密封构件。烧结后的钛合金MIM件不仅保留了材料本身的物理优势,且由于其近净成型的特点,减少了昂贵钛材在切削过程中的损耗。随着粉末制备技术的完善,钛合金MIM件的氧含量得到有效控制,其力学可靠性已能够满足多类复杂机器人装备的行业使用标准。工艺中使用的粘结剂通常由聚合物与多种添加剂组成。苏州金属注射成型厂机器人关节电机及传感器对材料的...
- 陶瓷金属注射成型表面效果 2026-03-21
- 汕头金属注射成型结构 2026-03-21
- 铝合金金属注射成型结构件 2026-03-21
- 中山附近金属注射成型 2026-03-21
- 浙江铁金属注射成型 2026-03-21
- 大型金属注射成型多少钱 2026-03-21
- 阳江钛合金金属注射成型 2026-03-21
- 钛合金金属注射成型市场 2026-03-21
- 医疗金属注射成型原理 2026-03-21
- 广东金属注射成型配件 2026-03-21


- 温州金属注射成型怎么样 2026-03-21
- 常州金属注射成型 2026-03-21
- 扬州金属注射成型工艺流程 2026-03-21
- 医疗金属注射成型零件 2026-03-21
- 宁波结构件金属注射成型 2026-03-21
- 苏州金属注射成型零件 2026-03-21





- 浙江铁金属注射成型 03-21
- 大型金属注射成型多少钱 03-21
- 阳江钛合金金属注射成型 03-21
- 钛合金金属注射成型市场 03-21
- 医疗金属注射成型原理 03-21
- 广东金属注射成型配件 03-21
- 肇庆附近金属注射成型 03-21
- 汕头金属注射成型表面效果 03-21
- 茂名金属注射成型有多少 03-21
- 茂名mim工艺金属注射成型 03-21