临床应用中,患者术后 1 年关节活动度达 90% 以上;在心脏支架的辅助扩张机构中,生物相容性弹簧能精细控制支架扩张力度,确保支架贴合血管壁,目前已与乐普医疗、微创医疗等企业合作研发医疗植入产品。跨界融合创新,拓展新兴应用领域随着新兴产业发展,压缩弹簧与物联网、人工智能等技术融合,拓展出更多应用场景。在智能穿戴设备中,弹簧与压力传感器结合,可实时监测用户的运动步数与姿势,数据准确率达 98%;在智能家居的门锁系统中,通过弹簧弹力变化识别开门力度,实现指纹 + 力度双重验证,提升门锁安全性。目前,跨界融合的压缩弹簧产品已进入小米、华为等企业的智能生态链,市场潜力持续释放。具备优良电磁屏蔽性能,昶艾钣金机箱守护内部设备免受干扰。金属钣金机箱报价
度结构设计,抵御复杂环境冲击质量钣金机箱采用 1.2-2.0mm 冷轧钢板经数控冲压成型,箱体框架通过激光焊接工艺加固,抗冲击强度达 1500N/m²,可承受 50kg 重物垂直撞击而无明显变形。在工业车间场景中,即使面临机械振动、粉尘堆积等问题,机箱仍能保持结构稳定,内部设备故障率降低 40%。同时,箱体表面经静电喷塑处理(涂层厚度 60-80μm),盐雾测试达 500 小时无锈蚀,适配化工、矿山等恶劣工况,为精密仪器提供可靠防护。精密尺寸把控,满足设备安装需求依托德国通快 TRUMPF 数控冲床与激光切割机,钣金机箱的尺寸公差可精细控制在 ±0.1mm,孔径偏差小于 0.05mm,确保内部主板、电源等部件完美适配。在服务器机房应用中,标准 19 英寸机架式钣金机箱,可实现 6U-42U 高度灵活定制,安装密度较传统机箱提升 30%,且通过 EMC 电磁兼容测试,能有效屏蔽外界电磁干扰,保障服务器数据传输稳定性,目前已成为阿里云、腾讯云等企业的机房配套推荐。山西铝合金钣金机箱依托 CNC 机床等设备,昶艾五金高效满足广东钣金机箱订制加工需求。

展望未来,昶艾五金将继续深耕钣金机箱领域,不断提升产品品质与服务水平。在技术研发方面,公司将加大投入,关注行业新技术、新材料的应用,探索更高效的加工工艺与更优化的产品设计,进一步提升钣金机箱的性能与性价比;在市场拓展方面,将依托现有的客户基础与品牌优势,逐步拓展国内外市场,让公司的钣金机箱产品服务于更多行业与客户;在企业管理方面,将持续完善内部管理体系,提升生产效率与质量管控能力,确保公司稳健发展。始终以客户需求为导向,以企业使命为指引,昶艾五金将努力成为钣金机箱领域的企业,为行业发展贡献更多力量。
船舶行业的特殊工作环境对仪器机箱的耐腐蚀性、抗颠簸性能有着极高要求,昶艾五金的钣金机箱凭借优异的适配性,在船舶领域占据了一席之地。公司针对船舶航行过程中面临的海水腐蚀、船体颠簸等问题,对钣金机箱进行了专项改进。采用耐腐蚀性能极强的铝合金材料,并对机箱表面进行特殊的防腐处理,有效抵御海水的侵蚀;在结构设计上增加加固措施,提升机箱的抗颠簸能力,确保安装在机箱内的船舶仪器能够在长时间的航行过程中保持稳定运行,为船舶的导航、通信等关键系统提供可靠保障,保障船舶的航行安全。推荐实力钣金机箱厂家,深耕行业 10 年,提供从设计到生产的一体化服务,品质有保障。

钣金机箱的材质主要有冷轧钢板、不锈钢、铝合金三种,特性差异,需根据使用环境、负载需求、成本预算选择:冷轧钢板材质:优势是强度高(抗拉强度 450-550MPa)、抗变形能力强,适合承载重型设备(如内部元件总重量>50kg 的工业控制柜);表面可做喷塑处理(厚度 60-80μm,耐刮擦、耐油污),颜色可选(如灰色、黑色、蓝色),满足工业设备的外观需求;成本低(每吨价格约 5000 元,比不锈钢低 40%),适合批量生产的常规场景。缺点是耐腐蚀性差(未处理的钢板在湿度>80% RH 时易生锈),需做好防锈处理;重量大(密度 7.85g/cm³,比铝合金重 2 倍),不适合便携式设备。针对医疗设备需求,昶艾钣金机箱满足高洁净高稳定要求。电子钣金机箱厂家直销
昶艾五金深耕广东钣金机箱领域,提供铝合金机箱结构与外观设计服务。金属钣金机箱报价
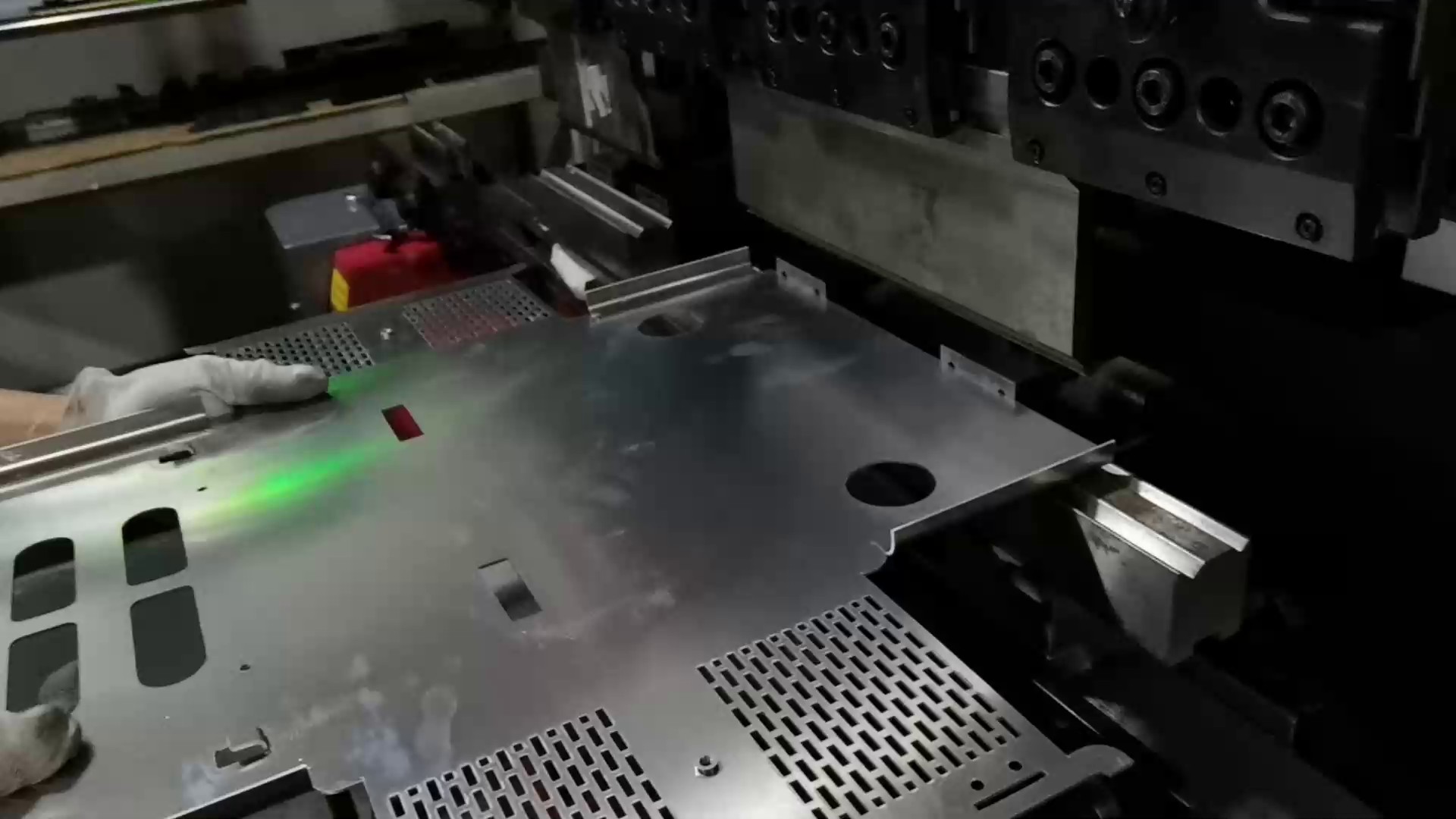
钣金机箱的加工精度直接影响设备安装与使用稳定性,通过 “冲压 - 折弯 - 焊接” 三步工艺实现,每个环节都有严格标准:1. 冲压工艺(打孔、切边):采用数控冲床(精度 ±0.1mm)对钣金板材(厚度 1-5mm,根据负载需求选择)进行加工,完成打孔(如螺丝孔、接口孔、散热孔)、切边(裁剪出箱体主体轮廓)。关键要求:① 孔位精度:螺丝孔间距误差≤0.2mm(确保内部元件可顺利安装);② 散热孔设计:孔径 3-5mm,孔间距 10-15mm,确保散热面积达标(如 1kW 功率设备需散热面积≥100cm²);③ 避免毛刺:冲压后需通过去毛刺机(或手工打磨)处理边缘,毛刺高度≤0.05mm,防止划伤操作人员或线缆。2. 折弯工艺(成型):采用数控折弯机(精度 ±0.5°)将冲压后的板材折弯成箱体结构(如长方体、带斜面的异形结构)。关键要求:① 折弯角度:90° 折弯的角度误差≤0.5°,确保箱体各面贴合紧密(缝隙≤0.2mm);② 折弯半径:根据板材厚度确定(如 2mm 厚钢板,折弯半径≥2mm),避免板材断裂;③ 加强筋设计:在箱体侧面、顶部折弯时增加加强筋(高度 5-10mm,厚度与板材一致),提升箱体抗变形能力(加强筋可使箱体抗压强度提升 30%)。金属钣金机箱报价