- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
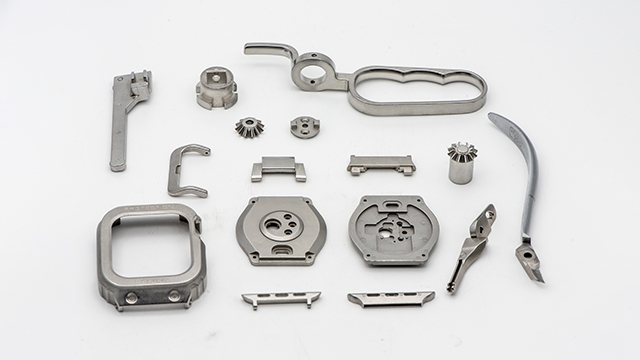
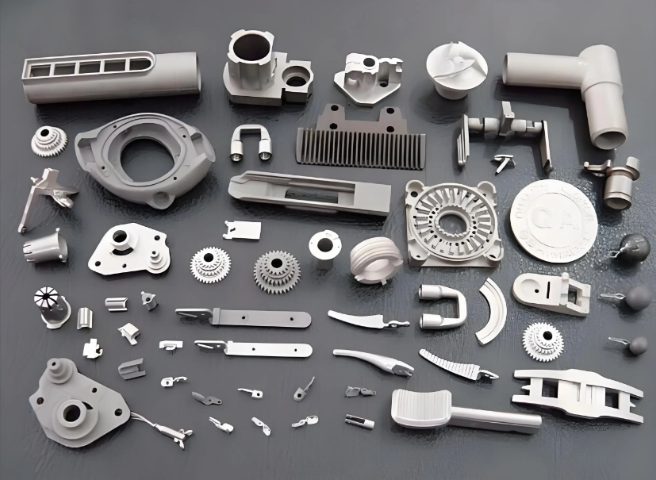
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
折叠屏等精密结构件对不锈钢零件的厚度与精度有着具体要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并保持复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理前提。在运营此类高精密项目时,尺寸链的控制是关键挑战。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结变形量。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业标准。在精密仪器领域,伊比精密科技制造色谱仪钨铼合金喷嘴,耐腐蚀性提升5倍。湖北金属注射成型

316L是MIM工艺中常用的奥氏体不锈钢。其成分配比中含有的2%-3%钼(Mo)元素,是提升材料在氯化物环境下抗点蚀能力的物理基础。在MIM生产中,通过真空烧结工艺将零件密度控制在7.85g/cm³以上,可以有效降低材料内部的孔隙率。这种微观组织的致密性,决定了零件在后期酸洗或盐雾测试中的数据表现。对于运营端而言,316L的优势在于其无磁性和良好的塑性加工性能。在制造智能穿戴设备的内腔结构时,MIM工艺能够将尺寸公差控制在±0.3%至±0.5%的区间内。通过对喂料流动速率(MFI)的监控,可以确保复杂异形件填充的完整性。这种基于材料物理特性的工艺控制,是确保大批量订单一致性的技术支撑,也是业务交流中具备说服力的专业细节。机器人金属注射成型厂随着材料科学的进步,金属注射成型的应用正向航空航天领域拓展。

尽管MIM工艺可以使钛合金达到95%以上的相对密度,但对于航空或消费电子件,微小孔隙的存在仍会降低零件的抗疲劳寿命。热等静压(HIP)工艺在高温高压环境下(通常为900°C以上,100MPa气压),利用压力促使零件内部残留的闭口孔隙通过塑性流动和扩散完全闭合,使致密度接近理论值的100%。在运营方案中引入HIP环节,需要平衡成本增加与性能提升之间的关系。虽然HIP增加了单件工费,但通过提升力学性能的一致性,可以大幅降低后期测试的失效率。掌握HIP处理前后的组织演变逻辑,并据此优化前端烧结工艺,能够为客户提供具备更高可靠性的钛合金解决方案,体现了运营岗位对全工艺链的统筹能力。
在智能终端领域,伊比精密为折叠屏手机、智能穿戴设备提供高性能的金属组件。随着电子产品对紧凑空间的物理约束不断提升,MIM工艺在制造超薄铰链零件和异形支撑件方面的优势日益体现。通过使用17-4PH等材料,零件能够以更小的体积承载更大的机械负荷,支撑了智能设备向轻量化方向的技术跨越。针对外观件的高颜值要求,伊比精密提供的烧结件具备致密的内部组织,这为后期的PVD镀膜、手工抛光或喷砂处理提供了良好的物理底色。在运营对接中,通过DfM协同设计,协助客户在产品初期优化零件结构,减少不必要的材料冗余。这种对精密制程的掌控力,缩短了消费电子产品的NPI(新产品导入)周期,满足了行业快速更迭的市场节奏。自动化设备在注射成型工序中能提升作业的稳定性!
在微创手术(MIS)器械领域,MIM工艺利用17-4PH和420J2不锈钢制造手术钳头、剪刀叶片和缝合器挡板。这些零件通常具有极小的尺寸(5mm-10mm)和复杂的抓取或切割特征。MIM技术通过一次注塑即可完成齿形、槽位和贯穿孔的加工,规避了细小零件在机加工过程中容易产生的变形和毛刺问题,提升了器械在手术过程中的操作精度。医疗器械对材料的生物相容性和耐腐蚀性有明确要求。MIM不锈钢零件在高温真空烧结过程中,能够实现98%以上的相对密度,这种致密的组织结构有效减少了化学残留物在微孔中的积聚,符合反复高温高压灭菌的临床标准。通过对生产全流程的质量追溯,MIM工厂能够提供符合ISO13485标准的精密组件,支撑了现代医疗器械向微型化、集成化方向的技术跨越。这种加工方式适用于不锈钢、钛合金及多种特种合金材料的成型。精密金属注射成型配件
您是否研究过粉末粒径分布对成型件表面粗糙度的影响?湖北金属注射成型
烧结是决定MIM零件性能的物理过程,伊比精密应用的高温真空烧结炉具备确定的温场均匀度。在超过1300°C的烧结环境下,金属粉末颗粒通过原子扩散实现致密化,零件整体产生约15%-20%的均匀线性收缩。通过对烧结曲线的精确设定,可以将零件的相对密度控制在理论值的97%以上,从而确保其具备优异的抗拉强度和气密性。在工厂实际运作中,烧结气氛的控制(如真空度、氢气压力)是调控材料化学特性的关键变量。对于易氧化的钛合金或需要精确控碳的铁基合金,伊比精密通过实时监控炉内环境,防止了相变异常导致的性能偏离。这种对热处理过程的精密管控,确保了复杂零件在大批量产出状态下的尺寸稳定性与物理可靠性,体现了精密制造的技术深度。湖北金属注射成型
深圳市伊比精密科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市伊比精密科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

助听器作为佩戴在耳腔内部的设备,对体积控制和生物安全性有着严苛规范。钛合金因其强度理想、壁厚可做至极薄的特点,被用于制造助听器的微型框架构件。MIM工艺在处理这种毫米级的零件时,能保持较高的成品率和一致性。钛合金的轻质化能减轻佩戴者的负担,而其抗腐蚀性能则能抵抗生活汗水的侵蚀,避免了皮肤过敏的风险。这种在细微空间内的成型体现,是钛合金MIM工艺在改善生活品质领域的潜能,展现了微细加工技术与生物材料结合的优势。品牌运动器械零部件,钛合金MIM提供的减重方案与耐疲劳性能。宁波金属注射成型工艺流程锁舌的抗冲击能力与形变抗力决定了智能门锁的安全性。钛合金锁舌相比传统合金材料,具备更高的强韧性与更轻的重...
- 南通铁金属注射成型 2026-04-30
- mim金属注射成型市场 2026-04-30
- 铝合金金属注射成型零件 2026-04-30
- 中山金属注射成型流程 2026-04-30
- 精密金属注射成型生产厂家 2026-04-30
- 铝合金金属注射成型平台 2026-04-30
- 河北精密金属注射成型 2026-04-29
- 金属注射成型流程 2026-04-29
- 珠海钨钢金属注射成型 2026-04-29
- 温州钛金属注射成型 2026-04-29



- 汕头钨钢金属注射成型 2026-04-29
- 四川结构件金属注射成型 2026-04-29
- 四川金属注射成型加工 2026-04-29
- 钛金属注射成型零件 2026-04-29
- 304金属注射成型结构零件 2026-04-29
- 浙江不锈钢金属注射成型 2026-04-29





- 精密金属注射成型生产厂家 04-30
- 铝合金金属注射成型平台 04-30
- 河北精密金属注射成型 04-29
- 金属注射成型流程 04-29
- 珠海钨钢金属注射成型 04-29
- 温州钛金属注射成型 04-29
- 淮安金属注射成型强度 04-29
- 扬州金属注射成型 04-29
- 广东金属注射成型市场价格 04-29
- 机器人金属注射成型 04-29