- 品牌
- 孚多
- 型号
- 耐磨防腐
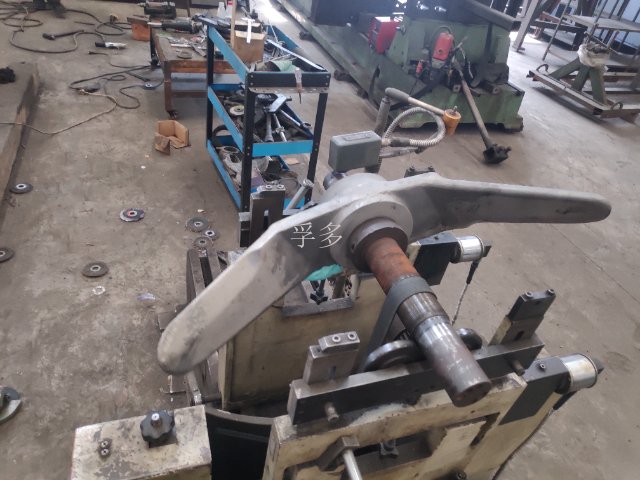
焊接行业的焊接滚轮架、变位机滚轮面临工件碾压磨损与焊渣腐蚀,传统滚轮使用6-12个月就会磨损,影响焊接精度。我公司为滚轮定制了堆焊耐磨合金方案,选用高铬合金焊材,通过手工电弧堆焊工艺在滚轮表面堆焊厚度3-5mm的耐磨层,硬度达HRC60,耐焊渣腐蚀且耐磨性优异。技术团队根据滚轮直径与承载重量调整堆焊参数,确保堆焊层均匀且结合牢固。某压力容器企业采用该方案后,焊接滚轮架滚轮使用寿命延长至3年以上,焊接工件的圆度误差从0.5mm降至0.1mm,焊接合格率从95%提升至99.5%,年减少滚轮更换成本超50万元,通过ASME压力容器认证。成都耐磨堆焊加工厂家推荐四川孚多新能设备制造有限公司。成都堆焊施工公司

铁路行业的钢轨接头、道岔尖轨面临列车碾压磨损与雨水腐蚀,传统钢轨接头使用1-2年就会磨损凹陷,道岔尖轨使用3-5年就需更换,影响行车安全。我公司为钢轨接头定制了等离子喷涂碳化钨涂层方案,为道岔尖轨定制了堆焊耐磨合金方案。钢轨接头喷涂碳化钨涂层,厚度0.3-0.5mm,硬度达HRC75,耐磨性是普通钢轨的6倍;道岔尖轨采用自动化电弧堆焊工艺,堆焊层厚度3-5mm,选用耐磨合金焊材,硬度达HRC62。某铁路局采用该方案后,钢轨接头使用寿命延长至5年以上,道岔尖轨使用寿命延长至10年以上,列车运行平稳性提升,钢轨维护频率降低70%,年减少维护成本超千万元,行车安全系数显著提高。成都堆焊施工公司现场热喷涂加工厂家推荐四川孚多新能设备制造有限公司。

风电行业的风机叶片根部法兰、齿轮箱齿轮面临风沙磨损与雨水腐蚀,传统法兰涂层使用1-2年就会剥落,齿轮使用3-5年就会出现磨损,影响风机运行稳定性。我公司为法兰定制了热喷涂锌铝合金+封闭涂层方案,为齿轮定制了超音速火焰喷涂碳化钨涂层方案。法兰先喷砂预处理,再喷涂锌铝合金涂层提供阴极保护,然后涂覆封闭涂层防雨水渗透;齿轮喷涂碳化钨涂层,结合强度超80MPa,硬度达HRC75,提升耐磨与防腐性能。某风电企业的2MW风机采用该方案后,法兰防腐寿命延长至10年以上,齿轮箱齿轮使用寿命延长至15年以上,风机故障率从5%降至1%,年减少维护成本超50万元,风机发电效率稳定提升3%。
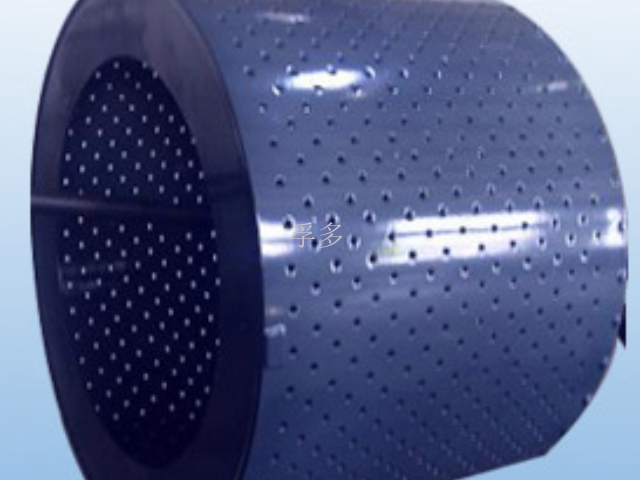
造纸行业的烘缸、压榨辊面临纸浆磨料磨损与高温水汽腐蚀,传统烘缸表面涂层使用1-2年就会磨损,压榨辊使用3-6个月就会腐蚀变形。我公司为烘缸定制了等离子喷涂氧化铬涂层方案,为压榨辊定制了堆焊耐磨合金方案。烘缸喷涂氧化铬涂层,厚度0.5-0.8mm,硬度达HRC70,提升导热效率与耐磨性,纸张干燥效率提升20%;压榨辊采用自动化堆焊工艺,堆焊层厚度5-8mm,选用耐水汽腐蚀的镍基合金焊材,硬度达HRC55。某造纸企业采用该方案后,烘缸使用寿命延长至5年以上,压榨辊使用寿命延长至2年以上,纸张产量提升15%,纸张表面质量改善,纸占比从30%提升至60%。成都碳化钨涂层喷涂加工厂家推荐四川孚多新能设备制造有限公司。

冶金行业的轧辊、连铸结晶器面临高温钢水腐蚀与轧制磨损,传统轧辊使用1-2个月就会磨损,结晶器使用3-6个月就会腐蚀,影响钢材质量。我公司为轧辊定制了堆焊耐磨合金方案,为结晶器定制了等离子喷涂铜合金涂层方案。轧辊采用自动化埋弧堆焊工艺,堆焊层厚度10-15mm,选用高铬铸铁焊材,硬度达HRC65,耐磨性是普通轧辊的5倍;结晶器喷涂铜合金涂层,提升导热性能与耐钢水腐蚀,导热系数达380W/(m·K)以上。某钢铁企业采用该方案后,轧辊使用寿命延长至6个月以上,连铸结晶器使用寿命延长至2年以上,钢材表面精度提升2级,次品率降低40%,年增加质量钢材产量超万吨。成都聚氨酯浇注加工厂家推荐四川孚多新能设备制造有限公司。四川碳化钨涂层喷涂加工厂
成都防腐耐磨涂层喷涂加工处理厂家推荐四川孚多新能设备制造有限公司。成都堆焊施工公司
铝型材行业的挤压模具、牵引辊面临铝型材磨料磨损与高温腐蚀,传统模具使用3-6个月就会磨损,牵引辊使用1-2年就会腐蚀,影响铝型材精度。我公司为挤压模具定制了等离子喷涂氧化铬涂层方案,为牵引辊定制了堆焊耐磨合金方案。挤压模具喷涂氧化铬涂层,厚度0.3-0.5mm,硬度达HRC70,耐磨性是普通模具的5倍;牵引辊采用手工电弧堆焊工艺,堆焊层厚度5-8mm,选用耐铝液腐蚀的镍基合金焊材,硬度达HRC55。某铝型材企业采用该方案后,挤压模具使用寿命延长至2年以上,牵引辊使用寿命延长至5年以上,铝型材尺寸公差控制在±0.05mm内,产品合格率从96%提升至99.5%,铝型材销量增长40%。成都堆焊施工公司

航空航天领域的发动机叶片、起落架零部件面临高温燃气腐蚀与磨损,同时对部件精度要求极高,传统防护手段难以满足要求。我公司具备航空航天级加工资质,为发动机叶片定制了等离子喷涂氧化锆热障涂层方案,为起落架零部件定制了超音速火焰喷涂碳化钨涂层方案。发动机叶片喷涂厚度0.1-0.2mm的氧化锆热障涂层,可承受1200℃高温,降低叶片基体温度150℃以上,同时提升耐磨性;起落架零部件喷涂碳化钨涂层,结合强度超90MPa,硬度达HRC75,提升耐磨与防腐性能。所有工艺遵循AS9100质量体系,每部件均附带完整检测报告。某航空制造企业采用该方案后,发动机叶片使用寿命延长30%,起落架零部件疲劳寿命提升40%,...
- 成都耐磨防腐施工公司 2026-03-28
- 超音速火焰喷涂加工推荐 2026-03-28
- 管道耐磨涂层加工公司 2026-03-28
- 成都超音速火焰喷涂加工公司 2026-03-27
- 阀门密封面喷涂加工厂家推荐 2026-03-27
- 管道耐磨合金堆焊 2026-03-27
- 四川现场热喷涂施工厂家有哪些 2026-03-25
- 成都来料耐磨处理加工推荐厂家 2026-03-25
- 成都破碎机锤头耐磨涂层加工 2026-03-25
- 超音速火焰喷涂加工处理厂 2026-03-25


- 成都堆焊施工厂家推荐 2026-03-23
- 堆焊施工厂家 2026-03-23
- 破碎机锤头耐磨涂层加工厂家 2026-03-23
- 旧设备腐蚀修复加工厂家 2026-03-22
- 四川超音速火焰喷涂加工处理公司 2026-03-22
- 四川喷涂修复加工公司 2026-03-21




- 四川碳化钨涂层厂家有哪些 03-29
- 四川防静电涂层定制 03-29
- 半导体设备防静电特氟龙 03-29
- 石油化工管道防静电涂层 03-29
- 聚四氟乙烯涂层加工中心 03-29
- 锂电池车间防静电涂层 03-29
- 防静电涂层加工公司 03-29
- 碳化钨涂层加工多少钱 03-29
- 防腐涂层加工报价表 03-29
- 成都高性能涂层加工多少钱 03-29