- 品牌
- 钱桥纺机
- 型号
- 按客户需求定制
- 类型
- 按图纸加工
- 加工定制
- 是
装夹方式的优化是细长轴加工中控制变形的关键环节,传统装夹方法需针对性改进以适配其低刚度特性。常用的装夹方案包括“两前列装夹”与“一夹一顶装夹”,前者通过两端前列定位,减少装夹对工件的径向压力,但需配合中心架或跟刀架使用以增强径向支撑;后者采用卡盘夹持一端、前列顶紧另一端,夹持稳定性更强,适用于长径比适中的细长轴,需注意卡盘夹持力度不宜过大,避免产生夹紧变形。同时,中心架与跟刀架的合理运用的至关重要,跟刀架可随刀具同步移动,全程为工件提供径向支撑,有效抵消切削力带来的挠度,是长径比大于30的细长轴加工必备辅助装置。细长轴大概多少钱?推荐咨询无锡钱桥纺机设备有限公司。常州新能源细长轴哪家质量好

在设计细长轴时,需要综合考虑多个因素,包括材料选择、几何形状、负载条件和工作环境等。首先,材料的选择直接影响细长轴的强度和刚度,常用的材料如高强度钢和铝合金具有良好的机械性能。其次,细长轴的几何形状应根据实际应用进行优化,合理的直径和长度比可以有效提高其承载能力。此外,负载条件的分析也至关重要,设计师需要考虑轴在工作过程中可能遭受的扭矩、弯矩和轴向力等。蕞后,工作环境的影响,如温度、湿度和腐蚀性介质,也应在设计中予以考虑,以确保细长轴的长期稳定性和可靠性。减速机细长轴工厂细长轴的疲劳强度是设计中的关键考虑因素。
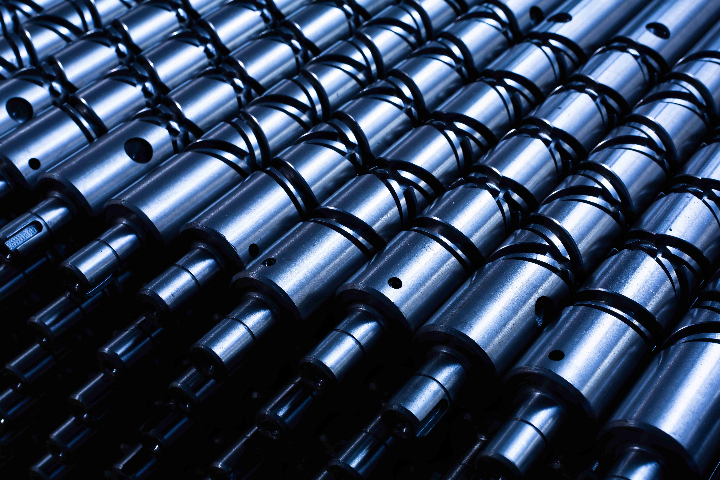
细长轴加工的中心难点集中在变形控制与精度保障两大方面。受自身刚度不足影响,切削过程中产生的径向切削力会使轴件发生弯曲变形,形成“让刀”现象,导致工件圆柱度、直线度超标。同时,切削热会引发轴向热膨胀,若约束不当会产生热应力,冷却后形成残余变形。此外,装夹时的夹紧力分布不均也会造成弹性变形,加工后松开夹具即出现尺寸偏差。这些问题相互叠加,使得细长轴加工合格率远低于普通轴件,对工艺方案设计要求极高。合理的装夹方式是解决细长轴变形问题的关键环节。传统卡盘装夹易因单点夹紧力过大导致轴件弯曲,目前主流采用“一夹一顶”装夹法,即一端用三爪自定心卡盘轻夹,另一端用前列支撑,减少径向约束带来的变形。对于超长细长轴,需增设跟刀架或中心架辅助支撑,通过多支点分散径向力,提升加工稳定性。跟刀架需与工件表面紧密贴合,且材质需选用软质材料,避免划伤工件表面,同时保证支撑力均匀,防止过度挤压造成二次变形。
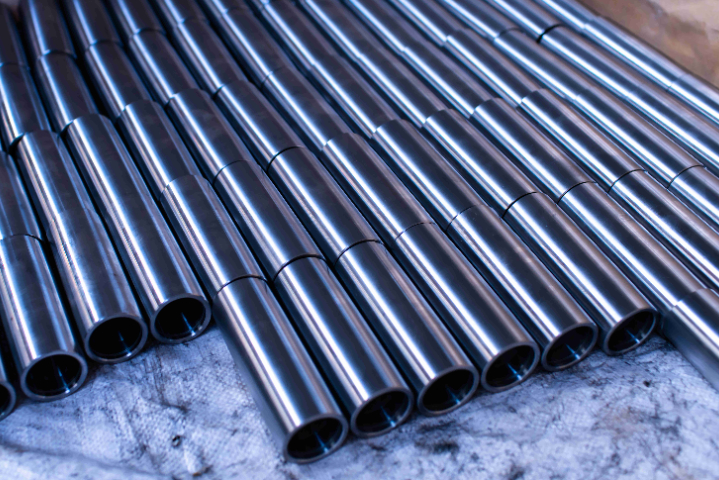
细长轴的应用场景覆盖多个工业领域,凭借其细长结构优势满足设备轻量化与功能集成需求。在机床设备中,细长轴作为主轴中心部件,需保证高速旋转时的稳定性与精度,直接影响机床加工精度;在液压系统中,活塞杆作为典型细长轴,需具备强度高度与耐磨损性,确保液压伸缩的顺畅性;在印刷、纺织设备中,细长轴用于传输与导向,对直线度与表面光滑度要求严苛。随着工业自动化升级,高精度细长轴的需求持续增长,推动加工工艺向智能化、高效化方向迭代。细长轴怎么选,推荐咨询无锡钱桥纺机设备有限公司。

细长轴加工的中心难点集中在变形控制与精度保障两大方面。由于径向刚度不足,装夹时的夹紧力易导致弹性变形甚至塑性变形,切削过程中产生的切削力、切削热也会引发工件弯曲、振动。切削力中的径向分力会使细长轴产生挠度变形,形成“让刀”现象,导致轴件直径出现锥度、腰鼓形等误差;切削热则会使工件轴向伸长,若约束不当会产生热应力,进而引发热变形。此外,细长轴加工时的振动问题也难以规避,低刚度特性使其易与切削刀具产生共振,影响表面粗糙度,严重时还会导致刀具磨损加剧、工件报废。细长轴在机器人关节中发挥着重要作用。江苏电机细长轴加工厂家
细长轴的表面处理可以提高其耐磨性。常州新能源细长轴哪家质量好
随着科技的不断进步,细长轴的设计与制造也在不断演变。未来,细长轴将朝着更高的性能、更轻的重量和更低的成本方向发展。新材料的应用,如强度高度轻质合金、智能材料等,将为细长轴的性能提升提供更多可能。同时,先进的制造技术,如3D打印、激光加工等,将使得细长轴的生产更加灵活高效。此外,数字化和智能化技术的引入,将推动细长轴的设计优化和生产过程的智能监控,提高产品的可靠性和一致性。随着各行业对细长轴性能要求的不断提高,其研究与应用前景广阔。常州新能源细长轴哪家质量好
无锡钱桥纺机设备有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来无锡钱桥纺机设备供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 苏州包装机械细长轴配套工厂 2026-05-23
- 徐州非标细长轴配套工厂 2026-05-23
- 江苏细长轴源头厂家 2026-05-23
- 上海细长轴加工厂家 2026-05-23
- 苏州细长轴定制厂家 2026-05-23
- 徐州减速机细长轴 2026-05-23
- 福建减速机细长轴生产厂家 2026-05-23
- 南通包装机械细长轴 2026-05-23
- 非标细长轴定制 2026-05-23
- 无锡碳钢细长轴源头厂家 2026-05-23
- 徐州碳钢细长轴 2026-05-23
- 南通减速机细长轴配套工厂 2026-05-23