- 品牌
- 钱桥纺机
- 型号
- 按客户需求定制
- 类型
- 按图纸加工
- 加工定制
- 是
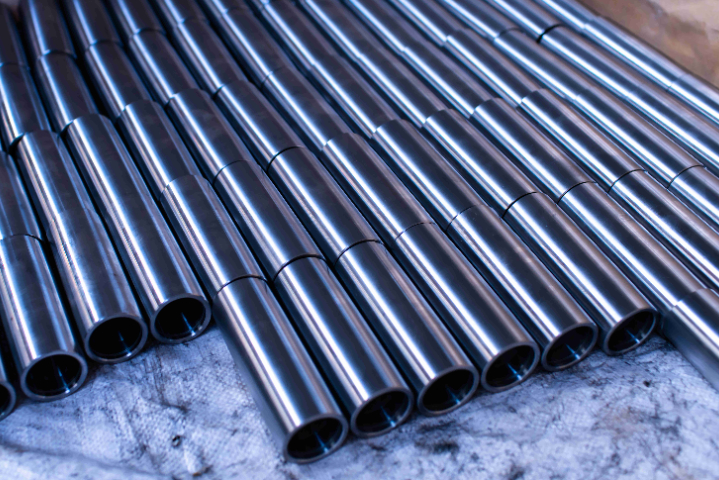
细长轴是指长度远大于直径的轴类构件,通常用于传递扭矩和旋转运动。它们在机械工程、航空航天、汽车制造等领域中扮演着重要角色。细长轴的主要特性包括强度高度、低重量和良好的抗弯曲能力。由于其细长的形状,细长轴在承受扭矩时能够有效地分散应力,减少材料的疲劳损伤。此外,细长轴的设计通常需要考虑到其弯曲刚度和扭转刚度,以确保在工作过程中不会发生过度变形或失效。因此,在设计细长轴时,工程师需要综合考虑材料的选择、轴的直径、长度以及工作环境等因素,以确保其在实际应用中的可靠性和耐用性。细长轴的使用环境决定了材料的选择。江苏新能源细长轴哪家质量好

细长轴的力学分析是确保其在使用过程中安全可靠的重要环节。常见的分析方法包括静力学分析和动态分析。静力学分析主要关注轴在静态负载下的应力分布和变形情况,通过计算轴的弯曲应力和扭转应力,可以判断其是否满足设计要求。动态分析则涉及到轴在旋转或振动状态下的行为,尤其是在高速运转的情况下,轴的振动特性会明显影响其使用寿命和性能。因此,工程师通常会使用有限元分析等数值模拟方法,对细长轴进行的力学分析,以确保其在各种工况下的安全性和稳定性。常州非标细长轴定制细长轴的长度与直径比例影响其弯曲性能。

细长轴加工的中心难点集中在变形控制与精度保障两大方面。由于径向刚度不足,装夹时的夹紧力易导致弹性变形甚至塑性变形,切削过程中产生的切削力、切削热也会引发工件弯曲、振动。切削力中的径向分力会使细长轴产生挠度变形,形成“让刀”现象,导致轴件直径出现锥度、腰鼓形等误差;切削热则会使工件轴向伸长,若约束不当会产生热应力,进而引发热变形。此外,细长轴加工时的振动问题也难以规避,低刚度特性使其易与切削刀具产生共振,影响表面粗糙度,严重时还会导致刀具磨损加剧、工件报废。
细长轴的精度控制需贯穿加工全流程,从毛坯预处理到成品检测均需制定严格标准。毛坯阶段需进行调质处理,消除内部应力,提高材料韧性与刚度,减少后续加工变形;加工过程中需多次进行时效处理,通过自然时效或人工时效释放切削应力,稳定工件尺寸。精车工序是保证精度的中心,需选用高精度车床,配合锋利的硬质合金刀具,减少切削力与切削热影响。成品检测时,除采用卡尺、千分尺测量尺寸外,还需用百分表、平尺检测直线度、圆度,必要时借助三坐标测量仪进行精细检测,对超差部位需进行二次精修,确保满足设计要求。细长轴的负载能力与其截面形状有关。

细长轴在使用过程中可能会出现各种故障,如弯曲、扭转、疲劳裂纹等。这些故障通常与材料选择、设计不当、加工精度不足以及使用环境等因素密切相关。弯曲故障往往是由于细长轴承受过大的载荷或支撑不当造成的,而扭转故障则可能与扭矩超出设计范围有关。疲劳裂纹则是细长轴在长期使用中,由于反复载荷作用而导致的材料疲劳现象。针对这些故障,工程师需要进行详细的故障分析,找出根本原因,并采取相应的改进措施,以提高细长轴的可靠性和安全性。细长轴销售价格。推荐咨询无锡钱桥纺机设备有限公司。南通碳钢细长轴生产厂家
细长轴的制造技术不断进步,提升了性能。江苏新能源细长轴哪家质量好
细长轴加工的中心难点集中在变形控制与精度保障两大方面。受自身刚度不足影响,切削过程中产生的径向切削力会使轴件发生弯曲变形,形成“让刀”现象,导致工件圆柱度、直线度超标。同时,切削热会引发轴向热膨胀,若约束不当会产生热应力,冷却后形成残余变形。此外,装夹时的夹紧力分布不均也会造成弹性变形,加工后松开夹具即出现尺寸偏差。这些问题相互叠加,使得细长轴加工合格率远低于普通轴件,对工艺方案设计要求极高。合理的装夹方式是解决细长轴变形问题的关键环节。传统卡盘装夹易因单点夹紧力过大导致轴件弯曲,目前主流采用“一夹一顶”装夹法,即一端用三爪自定心卡盘轻夹,另一端用前列支撑,减少径向约束带来的变形。对于超长细长轴,需增设跟刀架或中心架辅助支撑,通过多支点分散径向力,提升加工稳定性。跟刀架需与工件表面紧密贴合,且材质需选用软质材料,避免划伤工件表面,同时保证支撑力均匀,防止过度挤压造成二次变形。江苏新能源细长轴哪家质量好
无锡钱桥纺机设备有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**无锡钱桥纺机设备供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 苏州不锈钢细长轴哪家质量好 2026-03-21
- 苏州碳钢细长轴定制厂家 2026-03-21
- 南京碳钢细长轴定制厂家 2026-03-21
- 无锡细长轴配套工厂 2026-03-21
- 苏州纺机机械细长轴配套工厂 2026-03-21
- 江苏电机细长轴定制厂家 2026-03-21
- 福建减速机细长轴工厂 2026-03-21
- 上海新能源细长轴定制 2026-03-21
- 苏州细长轴生产厂家 2026-03-21
- 南通输送机细长轴源头厂家 2026-03-21
- 无锡不锈钢细长轴配套工厂 2026-03-21
- 南通包装机械细长轴定制 2026-03-20