- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
金属注射成型的力学表现,在很大程度上取决于原始金属粉末的物理参数。通过对球形粉末与不规则粉末的科学级配,可以优化喂料的装填密度。粉末粒径分布(PSD)的均匀性,直接影响到零件在烧结过程中的原子扩散动力学,决定了产品的相对密度能否达到97%以上的指标。这种对原材料微观特征的把控,是确保零件抗拉强度和疲劳寿命的物理前提。在运营管控中,对每一批次粉末的化学纯度和氧含量进行实时监控,是防止零件脆化的必要手段。通过建立粉末性能与收缩率之间的关联数据库,可以实现对不同批次喂料的参数微调,从而确保大批量产出件的性能一致性。这种从材料源头出发的严谨态度,满足了精密传动机构和航空部件对材料可靠性的确定需求。伊比精密科技创新金属/塑料复合注射技术,为汽车制造兼具强度与绝缘性的集成化部件。大型金属注射成型结构

钛粉末的形貌和制取工艺(如HDH氢化脱氢法与GA气雾化法)决定了喂料的流变特性和成本结构。HDH粉末呈不规则形状,成本相对较低,但在注塑过程中表现出的流动性较弱;球形粉末则具备优异的装填密度和射出稳定性,但材料单价较高。这种原材料的性能差异是成本核算中的关键变量。作为运营人员,根据产品的几何复杂程度和力学要求选择合适的粉末方案是职业判断力的体现。在生产高精度薄壁件时,球形粉末的高流动性能降低注塑压力,减少零件内部应力;而在成本敏感的大宗零件中,通过优化HDH粉末的级配方案,可以在保障性能的前提下实现单件成本的下降。这种基于材料学的成本优化逻辑,是实现调薪目标的专业支撑。惠州金属注射成型强度针对品牌级音响设备,伊比精密科技制造铍铜合金振膜,频率响应扩展至40kHz。

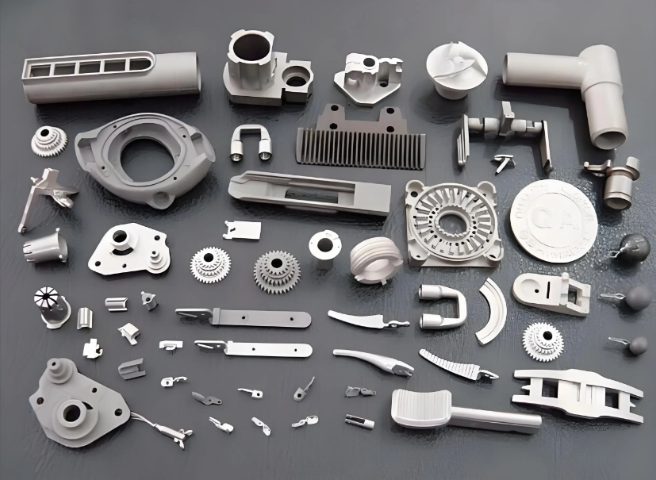
MIM技术被称为“近净成型”制造,其逻辑在于减少从原材料到成品的中间损耗。在不锈钢零件的制造过程中,传统机加工会产生大量的金属切屑,而MIM工艺将金属粉末通过粘结剂承载,注塑过程中产生的浇口料可以经过破碎后再利用。这种材料循环机制使总利用率稳定在95%以上。在企业运营维度,提高利用率直接对应着BOM(物料清单)成本的下降。通过优化模具排位设计和流道尺寸,可以进一步压缩单件产品的克重,从而在不影响功能的前提下挖掘利润空间。在当前制造业强调资源效率的背景下,这种基于数据分析的生产优化,是运营人员展示岗位价值、争取调薪机会的数据指标。
在处理高度集成化、多功能的零件需求时,伊比精密展现出在产品开发前端即介入协同设计的能力。其技术团队通常基于金属注射成形的工艺特点(如均匀收缩、壁厚均匀性要求),对客户的原设计进行可制造性分析,并提出优化建议。例如,将难以成形的尖锐内角改为圆角,或通过结构拆分与重组来平衡功能与成形可行性。这种早期、深度的技术协同,能够有效规避后期制造风险,缩短整体开发周期。这不仅要求工程师精通自身工艺,还需对下游应用场景(如受力状态、装配方式)有充分理解,体现了其技术服务的综合性与前瞻性。在新能源汽车领域,伊比精密科技制造电机用高性能软磁芯,损耗降低20%。
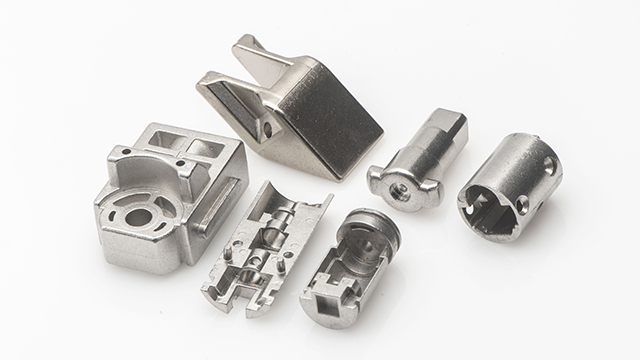
在汽车精密零件领域,伊比精密严格执行IATF16949质量管理体系,为燃油系统、传动系统及各类传感器提供精密组件。汽车行业对零件的故障率要求通常以PPM(百万分之几)进行衡量,这要求制造过程具备极高的受控程度。通过在注塑和烧结环节建立全数的数据监测系统,可以确保每一批次零件的抗拉强度和金相组织均符合车规级标准。伊比精密在生产涡轮增压器叶片、燃油喷嘴和传感器外壳时,利用MIM工艺的一体化成型能力取代了复杂的多步机加工。这不仅减少了零件的累计公差,还提升了系统在极端高温、高压环境下的运行稳定性。这种基于体系化管理的交付能力,使其在汽车精密制造供应链中占据了确定的市场位置,展现了精密注射成型在复杂结构件中的技术价值。
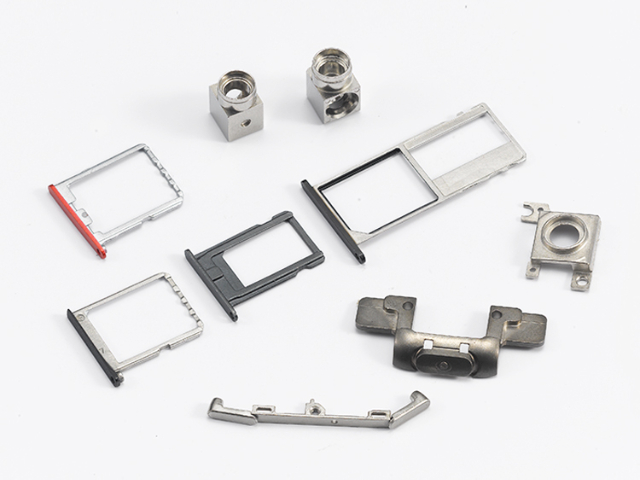
伊比精密科技采用微注射成型技术,量产消费电子钛合金卡托,实现±0.015mm超高精度。惠州金属注射成型强度
采用氮气烧结工艺,伊比精密科技量产手术器械钛合金钳头,硬度达HRC45。大型金属注射成型结构
致密度是MIM不锈钢性能的量化。在烧结阶段,不锈钢粉末颗粒在接近熔点的温度下发生固相扩散,原子间的孔隙随着热能驱动而消失,零件整体会产生15%-20%的均匀线性收缩。高标准的MIM零件要求相对密度达到理论值的97%以上,这直接关系到零件的抗拉强度、冲击韧性以及气密性。在工厂运营管理中,收缩率的一致性是评估工艺水平的标准。通过对模具尺寸的补偿计算(如1.16至1.22的收缩系数),并结合烧结炉内的温场均匀度测试,可以有效降低零件的尺寸离散度。对于技术型运营岗位,具备分析烧结曲线对密度影响的能力,能够协助生产端减少二次机加工的需求,从而在保障性能的前提下,实现制造流程的成本优化大型金属注射成型结构
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

钛的高度化学活性要求MIM粘结剂体系具备极高的纯净度和化学惰性。如果粘结剂在分解过程中释放出过多的碳或氧,会直接导致钛合金基体的氧化或碳化。目前主流采用的聚甲醛(POM)或特种蜡基体系,需经过优化以降低对钛粉末的侵蚀。运营流程中,催化脱脂或溶剂脱脂的参数设定需精细对应钛粉的粒径分布。过快的脱脂速度会导致零件出现微裂纹,而脱脂不彻底则会导致烧结碳残留超标。通过建立喂料热失重(TGA)测试模型,分析不同阶段的分解规律,可以协助技术团队制定更安全的脱脂曲线。这种对底层材料化学特征的敏感度,是运营人员从基础管理向工艺方案解决者转变的关键纽带。采用微纳尺度注射成型,伊比精密科技生产MEMS传感器铂合金电...
- 肇庆金属注射成型多少钱 2026-02-28
- 河源金属注射成型强度 2026-02-28
- 汕尾巨型金属注射成型 2026-02-28
- 连云港医疗金属注射成型 2026-02-28
- 清远金属注射成型市场价格 2026-02-28
- 汕头金属注射成型配件 2026-02-28
- 清远金属注射成型怎么样 2026-02-28
- 常州国内金属注射成型 2026-02-28
- 常州大型金属注射成型 2026-02-28
- 广州机器人金属注射成型 2026-02-28


- 珠海锁具金属注射成型 2026-02-27
- 泰州金属注射成型加工 2026-02-27
- 山东金属注射成型生产厂家 2026-02-27
- 智能家具金属注射成型结构 2026-02-27
- 汕头医疗金属注射成型 2026-02-27
- 南通智能眼镜金属注射成型 2026-02-27




- 清远金属注射成型市场价格 02-28
- 汕头金属注射成型配件 02-28
- 清远金属注射成型怎么样 02-28
- 常州国内金属注射成型 02-28
- 常州大型金属注射成型 02-28
- 广州机器人金属注射成型 02-28
- 盐城巨型金属注射成型 02-28
- 淮安锁金属注射成型 02-28
- 浙江3C金属注射成型 02-28
- 陶瓷金属注射成型表面效果 02-28