- 品牌
- JWIM
- 型号
- 生产线
- 用途
- 粉剂、颗粒、液体的包装或灌装
- 包装类型
- 袋,瓶,罐,桶,箱
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
- 适用产品
- 颗粒
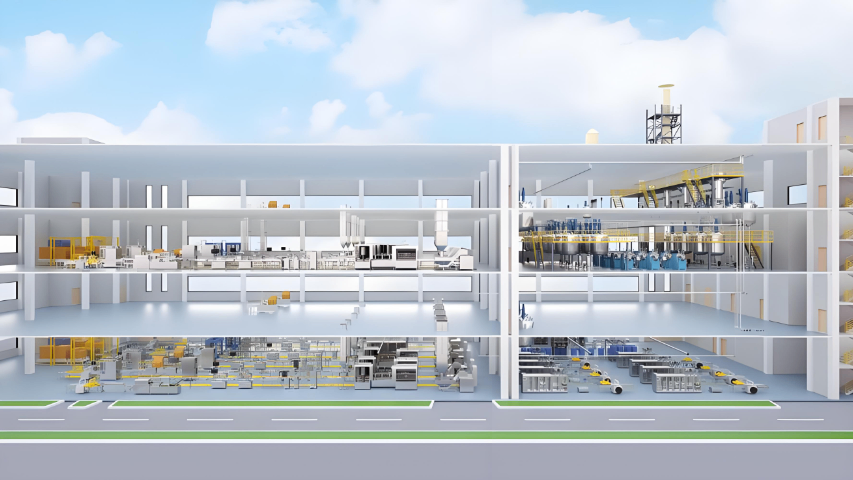
无人化智能工厂是金旺科技为农化行业量身打造的 解决方案。通过EPC总包模式整合上述智能装备与系统,实现从原料进厂到成品出厂的全流程无人化作业。AGV与RGV构成地面物流网络,配合空中悬挂链系统,物料转运效率提升60%。 控制室部署数字孪生大屏,实时展示生产进度、设备状态、质量数据等信息。AI质检系统采用深度学习算法,对成品进行100%外观检测,缺陷识别准确率≥99.5%。系统支持远程运维与一键换产功能,换产时间从传统4小时缩短至30分钟。整厂能耗智能调控系统每年可节约电费超百万元。5 - 30L桶装高铁智能生产线是针对5 - 30L桶装产品的高速智能化生产线。常州袋装生产线联系方式
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。江苏微乳剂生产线哪里有卖客户第一、持续创新、协同作战、信守承诺、细节为王、数据说话。

专为可湿性粉剂设计的无尘化密闭生产系统, 工艺包含氮气置换(纯度≥99.999%)、气流粉碎(耐驰Zeta PLS高压气流粉碎机,D97=3-8μm)、三维混合(Turbula T2F混合均匀度CV≤3%)三大环节。系统通过CFD模拟优化气流场分布,配备双级罗茨风机供氮(流量50-200m³/h),维持腔体氧含量<3ppm。在线激光粒度分析仪(BT-9300ST)实现实时粒度监控,配备自动补氮装置确保工艺稳定性。整线配备布袋除尘+湿式电除尘组合系统(除尘效率>99.8%),粉尘回收率>98%。支持间歇/连续两种生产模式切换,年产能 3万吨,符合《GBZ 2.1-2019》职业卫生标准。
浙江禾本液体车间项目是聚焦液体产品生产,配备专业设备打造高效生产线的化工建设项目。金旺智能为该项目提供了液体智能生产线解决方案,包含负压投料、在线搅拌、称重式灌装等技术,其中负压投料避免了溶剂挥发,车间有害气体浓度降低70%;在线搅拌使液体均匀度达99.8%;称重式灌装精度达±1ml。生产线采用全密闭设计,防止物料污染,且与智能仓储对接,实现了从生产到仓储的全流程自动化。该项目使浙江禾本液体产品产能提升50%,达1.5万吨/年,生产效率提升60%,同时产品质量稳定性显著提高,客户投诉率下降80%,成为液体药剂智能化生产的典范。江苏金旺智能科技有限公司设有固体加工车间,专注农化制剂智能工厂服务 。

山东富润实是聚焦农业领域,集农资产品研发、生产、销售为一体的综合性企业。金旺智能为其打造的液体水溶肥生产线,借助负压投料与配方管理系统,在镜面设备中零误差控制各营养元素比例,氮磷钾等养分吸收率比普通冲施肥提升30%;固体水溶肥生产线运用负压投料与立体布局,制得的颗粒遇水10秒内完全溶解,连细小灌溉喷头都不会堵塞。两条生产线投产后,山东富润实水溶肥年产能达1.5万吨,产品在温室大棚应用中,使黄瓜、番茄等作物产量增加25%,深受种植户好评。授权中心是负责分配、管理和监控系统操作权限,保障信息安全的管控枢纽。江苏微乳剂生产线哪里有卖
金旺智能公司概况含金旺门厅、接待大厅、会客中心,专注农化制剂智能工厂服务 。常州袋装生产线联系方式
该设备是一款集自动化、智能化于一体的 制药包装设备,专为2-20ml液体药剂设计,采用全封闭式模块化结构,运转全程由西门子PLC精密控制,搭配7英寸高清触摸屏实现人机交互,可实时监控生产数据并支持工艺参数远程调整。整机框架选用食品级304不锈钢材质,结合双侧钢化玻璃门罩设计,具备优异的耐腐蚀性与可视性,符合GMP无菌生产标准,同时便于内部清洁维护。 灌装系统配备高精度螺杆计量泵,计量误差控制在±0.5g以内,灌装速度 可达15节拍/分钟,膜材厚度适应范围广(100-600μm),兼容PE、PVC等多种复合膜材料。设备标配自动成型、灌装、封口一体化功能,热封温度智能PID调节,确保封口严密无泄漏。整机重量约2700kg,模块化设计支持快速拆装运输, 多应用于生物制剂、滴眼液、口服液等高附加值药剂的柔性生产场景,配套提供三年质保及7x24小时技术响应服务。常州袋装生产线联系方式
- 江苏喷雾流化造粒生产线哪家好 2026-05-18
- 颗粒剂生产线参数 2026-05-14
- 生产线多少钱 2026-05-14
- 灌装生产线多少钱 2026-05-13
- 常州水分散粒剂生产线客服电话 2026-05-13
- 日化生产线设备厂家 2026-05-13
- 喷雾流化造粒生产线 2026-05-12
- 常州袋装生产线厂家供应 2026-05-12
- 常州全自动生产线哪家有 2026-05-12
- 常州喷雾流化造粒生产线哪里有卖 2026-05-12
- 江苏水溶肥生产线设备厂家 2026-05-11
- 江苏水溶肥生产线哪里有卖 2026-05-10

