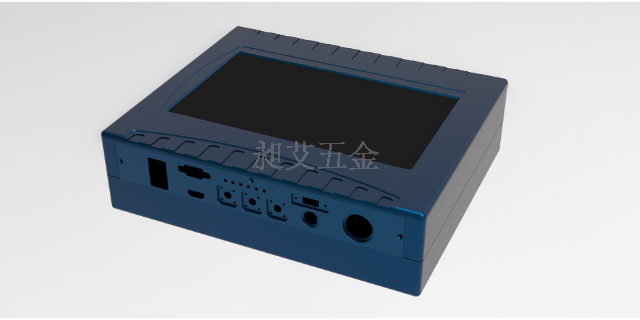
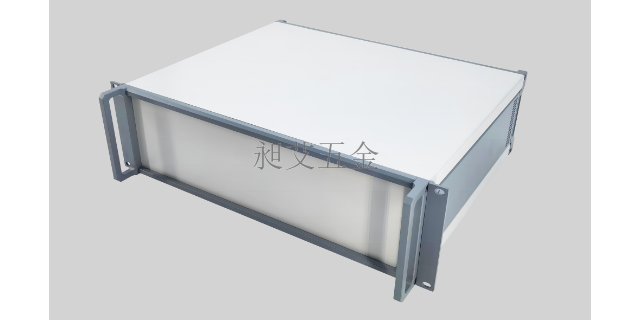
钣金机箱还具备良好的兼容性,可根据设备内部元器件的布局,精细预留散热孔、接口开孔、安装支架等结构,满足不同设备的装配需求。此外,通过静电喷涂、镀锌、喷塑等表面处理工艺,钣金机箱能形成均匀、耐磨的防护涂层,有效抵御潮湿、粉尘、腐蚀等恶劣环境影响,延长设备使用寿命,尤其适用于工业控制、通信设备、电力系统等对防护性能要求较高的场景。在不同应用领域中,钣金机箱通过定制化设计展现出极强的适配性,成为推动设备稳定运行的重要保障。在工业自动化领域,针对车间高温、多粉尘的环境特点,钣金机箱会采用加厚不锈钢材质与密封式结构,搭配散热风扇或散热片,既防止粉尘进入箱体影响元器件工作,又能及时排出设备运行产生的热量,确保自动化控制设备长期稳定运转采用先进切割工艺,昶艾钣金机箱边缘光滑无毛刺使用安全。CNC加工钣金机箱表面处理
钣金机箱的材质主要有冷轧钢板、不锈钢、铝合金三种,特性差异,需根据使用环境、负载需求、成本预算选择:冷轧钢板材质:优势是强度高(抗拉强度 450-550MPa)、抗变形能力强,适合承载重型设备(如内部元件总重量>50kg 的工业控制柜);表面可做喷塑处理(厚度 60-80μm,耐刮擦、耐油污),颜色可选(如灰色、黑色、蓝色),满足工业设备的外观需求;成本低(每吨价格约 5000 元,比不锈钢低 40%),适合批量生产的常规场景。缺点是耐腐蚀性差(未处理的钢板在湿度>80% RH 时易生锈),需做好防锈处理;重量大(密度 7.85g/cm³,比铝合金重 2 倍),不适合便携式设备。南京钣金机箱设计秉持诚信共赢使命,昶艾五金为客户提供高质广东钣金机箱产品与服务。
高压密封适配性,助力流体控制设备专为高压流体设备设计的压缩弹簧,采用耐高压密封材料与结构优化,在 30MPa 高压环境下,密封性能无泄漏,且弹力波动小于 3%。在石油开采的井口压力控制阀门中,弹簧可精细调节阀门开度,承受高压流体冲击,使用寿命达 5 年以上;在液压系统的溢流阀中,通过弹簧弹力稳定控制系统压力,压力偏差控制在 ±0.5MPa,确保液压设备安全运行,目前已广泛应用于中石油、中石化的油气开采设备中。智能监测功能集成,实现状态实时管控将微型传感器嵌入压缩弹簧内部,打造智能压缩弹簧,可实时监测弹簧的弹力变化、温度、振动等数据,并通过无线传输至控制系统。在风电设备的叶片变桨机构中,智能弹簧能提前预警弹力衰减趋势,当弹力下降 10% 时自动发出维护信号,避免设备故障;在桥梁减震系统中,通过监测弹簧振动数据,可实时评估桥梁结构健康状态,为桥梁维护提供精细数据支持,目前已在国内多座大型桥梁中试点应用。
展望未来,昶艾五金将继续深耕钣金机箱领域,不断提升产品品质与服务水平。在技术研发方面,公司将加大投入,关注行业新技术、新材料的应用,探索更高效的加工工艺与更优化的产品设计,进一步提升钣金机箱的性能与性价比;在市场拓展方面,将依托现有的客户基础与品牌优势,逐步拓展国内外市场,让公司的钣金机箱产品服务于更多行业与客户;在企业管理方面,将持续完善内部管理体系,提升生产效率与质量管控能力,确保公司稳健发展。始终以客户需求为导向,以企业使命为指引,昶艾五金将努力成为钣金机箱领域的企业,为行业发展贡献更多力量。昶艾五金(东莞)有限公司深耕钣金机箱领域,凭借 CNC 加工设备打造契合医疗、电力等多领域的高质产品。
领域对产品的品质与可靠性有着近乎苛刻的标准,而昶艾五金的钣金机箱凭借较好的的性能成功进入这一高级领域。为满足仪器的使用需求,公司在钣金机箱的生产过程中严格把控每一个环节,从原材料的采购到生产工艺的执行,都遵循级别的质量标准。机箱采用强度较高的度铝合金材料,经过精密加工与严格测试,具备出色的抗冲击、抗振动能力,能够在极端环境下正常工作。同时,在保密性设计上也投入大量精力,确保仪器的信息安全,为事业的发展贡献力量。昶艾钣金机箱适配工业控制、通讯设备等多领域,是高性价比的硬件配套之选。电源钣金机箱生产
作为专业仪器机箱外壳供应商,昶艾五金的钣金机箱以稳定品质成为多所高校及研究院的推荐壳体方案。CNC加工钣金机箱表面处理
钣金机箱(尤其是冷轧钢板材质)若防锈处理不当,易在潮湿、腐蚀性环境中生锈,影响外观与使用寿命,常见防锈工艺及适配场景如下:1. 静电喷塑工艺:适合普通室内环境(如办公室、干燥车间),是常用的防锈工艺。流程:① 钣金件脱脂(去除表面油污)→ 磷化(形成磷化膜,厚度 5-10μm,增强涂层附着力)→ 静电喷涂(环氧树脂粉末,厚度 60-80μm)→ 高温固化(180-200℃烘烤 20 分钟)。优势:成本低(每平方米处理成本约 20 元)、颜色可选(如 RAL7035 工业灰、RAL9005 黑色)、耐刮擦(硬度≥2H,不易划伤);缺点:耐腐蚀性一般(耐盐雾测试 48 小时,适合湿度≤60% RH 的环境),涂层破损后易生锈。2. 镀锌 + 喷塑复合工艺:适合潮湿室内、轻度腐蚀环境(如食品加工车间、潮湿实验室)。流程:① 钣金件先热镀锌(锌层厚度≥80μm,形成基础防锈层)→ 脱脂→ 静电喷塑→ 固化。优势:耐腐蚀性提升(耐盐雾测试 120-168 小时,是单一喷塑的 2-3 倍),锌层与塑粉形成双重防护,即使涂层破损,锌层也能起到牺牲阳极保护作用;缺点:成本高(比单一喷塑高 50%),工艺周期长(需 7-10 天)。CNC加工钣金机箱表面处理