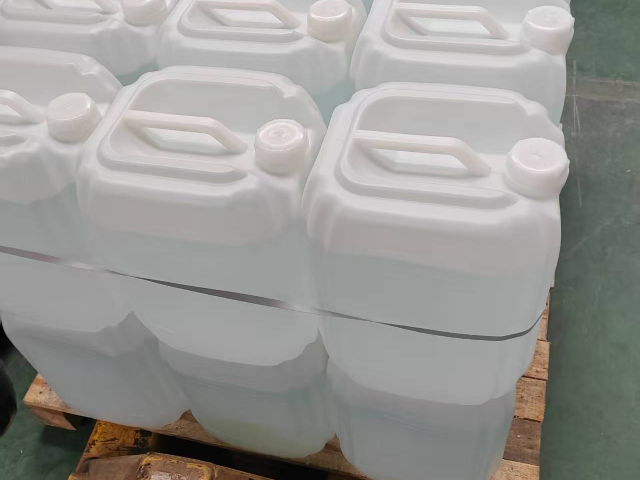
在物流运输场景中,堆码桶的模块化设计展现出强大优势。标准容量从 20L 到 200L 不等,适配叉车、托盘等常见搬运设备,简化装卸流程。桶体表面的防滑纹路不仅增强堆叠摩擦力,还便于人工搬运时抓握,降低操作风险。针对危险品运输需求,部分堆码桶通过 UN 认证,内置抗静电涂层,可安全盛装易燃液体。桶底的加强筋结构提升承重能力,单个满装桶可承受 300kg 以上的堆叠压力,且长期使用不易变形。这种集安全性与便捷性于一体的设计,使其成为化工、医药、食品等行业的高频使用容器。耐腐蚀废液桶兼容酸性、碱性废液,广泛应用于化工、电镀、制药等行业。南京公斤堆码桶制造
不同行业对堆码桶的定制化需求推动了其功能升级。在医药行业,堆码桶内壁经过镜面抛光处理,减少细菌滋生,符合 GMP 认证标准,可用于储存药用辅料;电子行业**堆码桶则采用防静电材料,避免静电火花引发电子元件损坏。食品行业的堆码桶通过 FDA 认证,桶身无异味、无迁移物质,能直接接触饮用水、糖浆等食品原料。此外,部分厂家还提供颜色定制服务,通过不同颜**分物料类型,降低混装风险,提升管理效率。
从成本效益角度看,堆码桶是兼具经济性与耐用性的选择。虽然单次采购成本高于普通塑料桶,但因其使用寿命可达普通桶的3-4倍,长期使用下来综合成本更低。堆叠存储的特性使仓储空间利用率提升50%以上,间接降低仓库租赁费用。在运输环节,标准化的尺寸设计让货车装载量增加30%,单位货物的运输成本***下降。同时,可回收特性使其具备一定的残值,废弃后回收处理还能获得额外收益,真正实现了经济效益与实用价值的平衡。
南京公斤堆码桶制造苏州食品级塑料堆码桶配备食品级硅胶密封圈,密封性能达 IP67 级别,有效防止液体渗漏与外界污染。

在对温度与密封性要求苛刻的冷链仓储及生鲜运输领域,苏州凯维德堆码桶以专业性能成为行业推荐方案。采用耐低温抗冻材料研发而成,可在-30℃环境中保持稳定韧性,桶身不脆裂、不变形,搭配双层硅胶密封胶圈,形成***隔热屏障,减少冷气流失,为速冻食品、生物医药、水产海鲜等提供全程温控保护,确保货物新鲜度与活性。苏州凯维德堆码桶通过冷链运输专项测试,堆叠状态下可承受5层满载压力,配合防滑底座设计,在冷库货架或运输车厢内稳固不滑动。轻量化材质结合人体工学把手,即使在低温环境下操作依然便捷省力,提升分拣效率。食品级原料生产的桶体,可直接接触生鲜食材,通过FDA与LFGB双认证,从产地到餐桌全程安全无忧,助力冷链企业构建高效、可靠的品质供应链。
在对卫生安全要求极高的食品加工行业,堆码桶凭借食品级环保材质成为企业的安心选择。采用全新PP或PE原料制作,不添加有害化学物质,通过**安全检测,从源头上杜绝污染风险,确保食品在存储、转运过程中的安全与健康。桶体一体成型工艺,无卫生死角,清洗消毒更加便捷高效,有效防止细菌滋生,满足食品企业严苛的卫生标准。同时,堆码桶密封性较好,能够有效隔绝空气与湿气,防止食品受潮、氧化变质,延长食品保质期。其科学的承重设计与稳固的堆码结构,让多层堆叠也安全可靠,帮助食品加工企业合理规划仓储空间,提升生产周转效率,以专业品质守护食品加工每一个环节。加厚桶壁堆码桶采用 1.2-2.0mm 高密度聚乙烯(HDPE)原料,耐静水压≥200kPa,适配化工溶剂长期堆存需求。

这款食品级堆码桶,是食品储存与运输领域的安心之选。它采用符合食品接触标准的质量材料制成,不含塑化剂、重金属等有害物质,从源头杜绝了物料污染,无论是存放食用油、酱料等液态食品,还是谷物、干货等固态食材,都能保持原有的风味与品质,为食品安全筑起坚实防线。更值得关注的是其属性,桶身采用可回收再生材料打造,废弃后经处理可重新加工利用,减少塑料废弃物对环境的负担。同时,它具备出色的耐用性,循环使用次数远超普通容器,既降低了企业的包装成本,又通过减少资源消耗践行绿色发展理念。堆码设计让仓储空间得到利用,叠加时稳固可靠,减少运输过程中的晃动与损耗。对于食品企业而言,这款堆码桶既能守护消费者的,又能彰显企业的担当,是兼顾安全与可持续发展的理想选择。 宿迁公斤堆码桶量大从优,厂家直接供货,有效降低企业采购成本,同时提供定制化容量选择。安徽手提堆码桶
专业蓝色化工桶生产遵循严格工业标准,成品适配化工原料存储、转运等多场景需求。南京公斤堆码桶制造
堆码桶的细节工艺是其可靠性的关键保障。桶口螺纹采用精密加工技术,与密封盖形成紧密咬合,配合硅胶密封圈,泄漏率可控制在 0.01% 以下,即使倒置存放也能确保物料安全。桶身侧面的刻度线采用激光雕刻工艺,清晰标注容量区间,方便快速查看剩余物料量,减少人工测量的误差。针对低温环境,部分堆码桶添加增韧剂,在零下 30℃时仍能保持良好的抗冲击性,避免因低温脆化导致的破损。这些细致入微的设计,让堆码桶在各种复杂工况下都能稳定发挥性能。南京公斤堆码桶制造