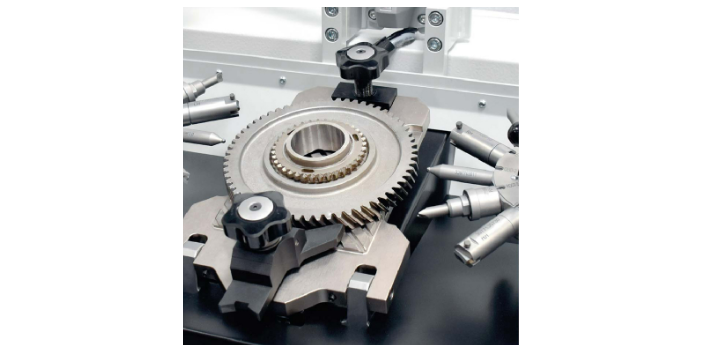
考虑到电动汽车在低转速下具有高转矩而在高转速下具有恒定功率的特点,电动汽车的传动系统相对简单。通常,这只需要在输入和输出之间配置一个或两个速比。在设计变速箱时,由于电机的高转速(高达20,000rpm)特点,需要对其进行特殊设计以减少功率损耗,确保高运转效率的同时控制噪音。噪音是电动汽车变速箱设计过程中的一个主要考虑因素,因为没有内燃机那样的发动机噪音来抵消传动系统的噪音。电动汽车变速箱的公差必须非常严格。在装配和制造过程中,应特别注意轮齿几何尺寸和机械设计,以确保产品的高质量和高性能。马波斯的测量技术几乎涵盖了当今工业应用和需求的大多数解决方案。空调泵加工检测
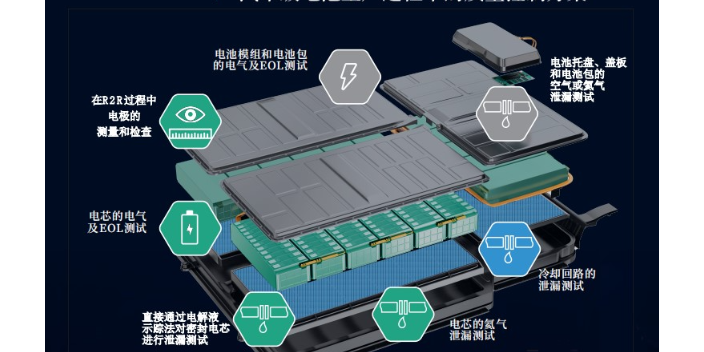
在齿轮切削滚齿过程监控方面,齿轮零件的机加工对滚齿刀具和滚齿工艺提出了很高的要求。GENIORMODULAR系统可以在早期就监测到异常和工艺变化。这可以避免故障零件流入到装配段或检查段。在齿轮磨削与砂轮动平衡方面,能源使用效率在各个领域都很重要,尤其在电动汽车领域,其对扩大汽车的行驶里程至关重要。齿轮和机械部件的外表面和几何尺寸质量是这一技术变革成功的关键。借助Marposs砂轮动平衡和消空程技术,磨削工艺始终能以比较好方式进行,比较大限度地提高量产质量。磨床砂轮怎么校平衡局部放电测试功能由E.D.C.集成在一套完整的产品系列中,单一设备可集成所有不同的电性能和功能测试选项。

在齿轮尺寸的在线和离线测量方面,轮齿的工作表面通常需要经过多次机加工。机加工过程中产生的表面纹理会影响齿轮的许多功能特性。因此,在重要的机加工操作(如滚齿或磨齿)后,用高质量的测量仪器来测量齿轮参数是很有必要的。M62-Flex是一种柔性量规,适用于测量外齿轮的DOB(MdK)、齿根直径和大径等尺寸。在齿轮测试方面,M62双啮测台适用于检查内/外齿轮的综合偏差,并能在无齿隙(双啮滚动)的情况下测量更多的功能参数。测试时待测齿轮与更高质量等级的标准件啮合。
在单啮和变速箱(减速机)偏差分析方面,2速或1速变速箱(减速机)零件加工必须满足高精度要求,以确保零件装配后不会对车辆造成额外的噪音。SF测试是齿轮加工后的啮合旋转测试。测试时,标准齿轮至于适当的安装位置:其与待测齿轮齿隙适当,且单面啮合。然后光学编码器测量其相对于标准齿轮的角位移。SF测试结果包括变速箱(减速机)偏差数据的采集和噪音分析。Marposs还开发了一种特殊的单啮测试方案,用于在实验室测试原型零件,以改善齿轮设计过程。MARPOSS局部放电绝缘测试(PDIV测试)能够识别相间或相与定子主体之间的潜在绝缘缺陷。
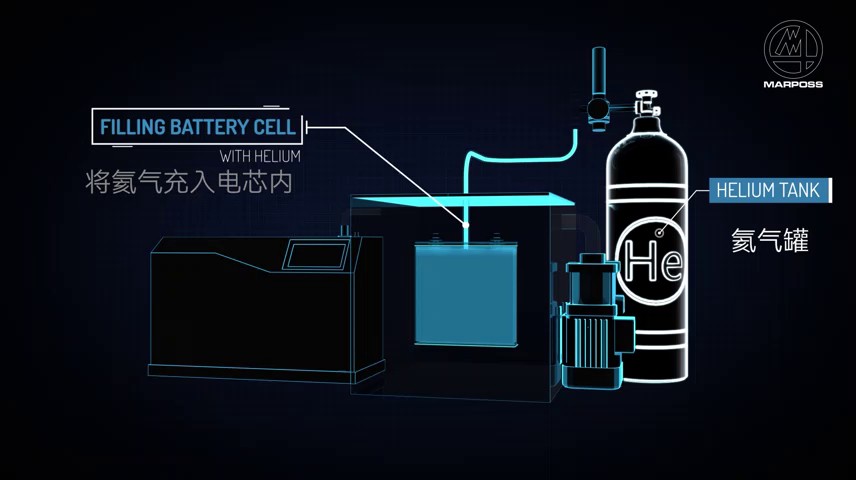
描述凡是使用有机电解液的电芯,均可通过这项技术来检测(纽扣电芯、圆柱电芯、方形电芯或软包电芯)。这项技术可跟踪锂离子电芯中常用的多种不同成分,例如碳酸二甲酯(DMC),碳酸二乙酯(DEC),碳酸甲乙酯(EMC),丙酸丙酯(PP)等。这项技术可在不同工艺阶段检测电芯:如,注液和密封后检测,化成后检测,degassing和**终密封后检测,还可在EOL测试中检测。测试期间电芯置于真空箱内。如果电芯外壳泄漏,电解液部分成分将气化,逸出电芯进入真空箱内。这项检测的基本原理就是:用四极质谱仪示踪电解液蒸汽,以此测量泄漏情况。此检测方法可用于大批量生产的生产线,检测速度快且全程自动化,满足电芯生产的高节拍要求。我们针对这项检测开发了一系列不同的工艺方式(专利申请中),可以有效缩短周期。根据电芯的类型(纽扣、圆柱、方形或软包)及尺寸不同,可对真空箱的尺寸和形状、真空箱内的电芯数量、测试周期等进行定制化设计。首页图片为采用电解液示踪技术自动检测电芯泄漏的方案,,该方案运用于纽扣电芯的自动化高节拍量产。为避免电芯污染真空箱,首先需要进行了一次大漏测试,以排除有明显泄漏缺陷的电芯。马波斯T3LD是一种新颖的压差法泄漏测试装置。通过测量被测产品与参考样品之间的压差,可以缩短测试时间。固体氧化物燃料电池泄漏检测
EOL测试可提供完整的功能测试,包括满足市场标准的NVH分析。还可提供实验室环境下。空调泵加工检测
Optoflash能够保证紧固件的质量控制。螺栓、销钉和铆钉都可以通过Optoflash实现快速测量。标准的测量选项里包括螺纹测量功能:螺纹大径、螺纹小径、螺纹中径、螺距、啮合角度、螺纹总长度、螺纹起始点角向、螺纹轴线、螺纹同轴度等。基于2D图像采集技术,Optoflash是测量涡轮增压器的完美解决方案比较大的优势在于,Optoflash可通过一张2D图像采集到整个工件轮廓,所以能够用更快的速度测量到整个叶片的轮廓(而不是数个截面),并且更加精确可靠。Optoflash的测量速度是传统线扫描光学系统的两倍。空调泵加工检测