- 品牌
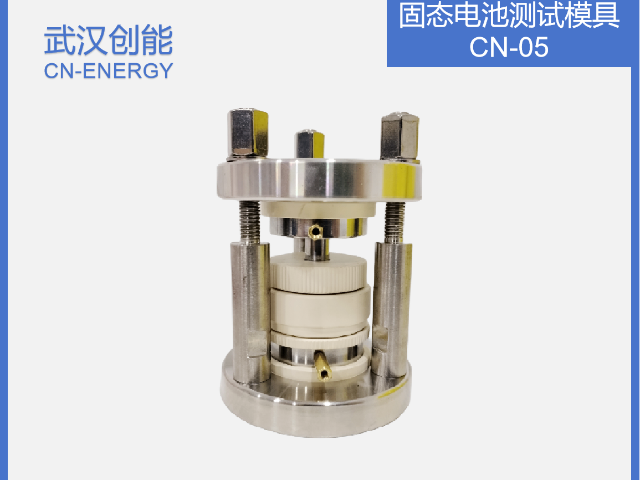
- 武汉创能
- 型号
- 创能
- 结构型式
- 分立式,台式,手持式,便携式,组合式
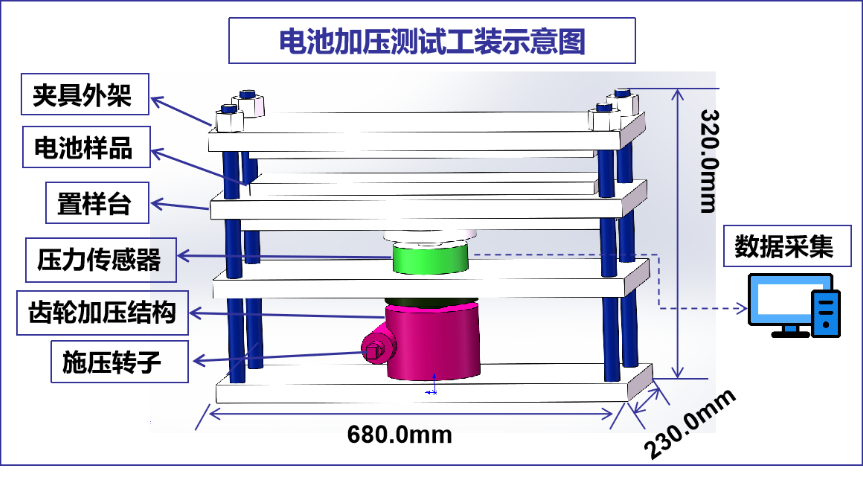
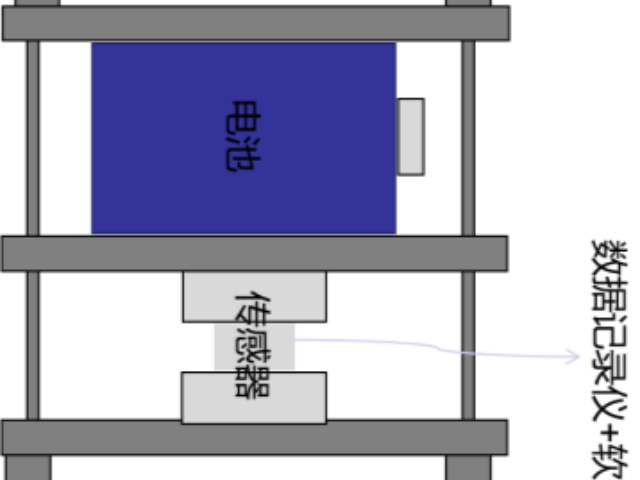
为评估电池在运输或车载环境下抗振动与冲击的能力,测试工装需要与振动台或冲击台配合使用。工装设计需满足几个特殊要求:首先必须轻质且高刚性,以精确传递振动台的波形而不发生自身共振或变形;其次,电池在工装上的固定方式需模拟实际模组中的约束条件(如一定的预紧力);再者,所有电气连接(供电线和信号线)必须牢固且柔韧,能随台面运动而不脱落或产生额外应力干扰。工装上集成的传感器(加速度计、应变片)需与电池本体牢固结合,以同步测量电池局部的机械响应。这类测试对工装的耐久性和信号传输的可靠性提出了挑战。创新软包电池测试工装,独特设计工艺,优化测试操作流程。太原固态软包电池测试工装要求

软包电池测试工装的材料选择至关重要。由于测试过程中可能涉及高电压、大电流甚至高温环境,工装材料必须具备优良的绝缘性、耐热性和抗腐蚀性能。常用材料包括聚酰亚胺(PI)、聚醚醚酮(PEEK)、铝合金及铜合金等。其中,PI材料因其优异的耐高温性能和机械强度,常被用于制作电池定位板和绝缘隔板;而铜合金则用于电极接触片,以确保良好的导电性和耐磨性。在电池测试过程中,接触电阻是影响测试精度的关键因素之一。软包电池测试工装通过采用高弹性、镀金或镀银的接触片设计,有效降低接触电阻,提升信号传输的稳定性。部分工装还采用四线制开尔文连接方式,进一步消除引线电阻对测试结果的干扰。此外,接触片的形状和压力也经过精密计算,确保在多次重复使用后仍能保持良好的接触性能,延长工装的使用寿命。
电气连接子系统是工装的“神经”,负责精细传输测试设备(如充放电仪)的电流、电压信号,并采集电池本体的响应。它远不止是简单的导线,而是包含低阻抗主回路、多通道电压与温度传感线、以及可能的交流阻抗(EIS)测量线路。主回路连接件需承受数十至数百安培的持续电流,必须具有足够的截面积和冷却设计。电压采样点(Kelvin连接)通常采用四线制,在尽可能靠近电池极耳根部的位置进行测量,以排除接触电阻和线路压降的影响。温度传感器(如热电偶、热敏电阻)的布点策略也至关重要,需监控极耳、电池中心、边角等关键位置。所有线缆需做好屏蔽,防止电磁干扰,并具备清晰的标识和可维护的插拔接口。
这类工装用于验证电池在极端机械应力下的安全失效模式,设计需坚固且高度可控。挤压测试工装配备由伺服电机或液压驱动的挤压头(平面、半球形、圆柱形等),能以恒定速度或力进行挤压,并精确记录位移-力-电压-温度曲线。工装需有强固的支撑结构以承受巨大反作用力,并配备防爆罩和高高速摄像机观察窗口。针刺测试工装则是一个可精确控制速度和行程的耐高温钢针(通常为φ3-8mm),驱动机构需保证针刺瞬间的高速度与平稳性。针尖状态(锐利度)有严格标准,需定期更换。两种工装都集成多通道数据同步采集系统,并安装在通风良好的安全舱内,配备灭火和排气装置。可靠软包电池测试工装,坚固耐用材质,延长设备使用年限。
量产场景用软包电池测试工装则以高效率、高稳定性、易操作为设计目标,适配生产线的连续作业需求。该类工装多采用自动化集成设计,可与生产线的上料、下料机构无缝对接,实现电池的自动抓取、定位、测试与分拣,单电池测试时间可控制在10秒以内,满足大规模量产的效率要求。同时,工装具备较强的抗干扰能力,能适应生产线复杂的电磁环境与振动环境,保证测试数据的稳定性与一致性。操作方面,采用简洁的人机交互界面,操作人员经过简单培训即可上手,支持故障自动报警与故障原因提示,降低运维成本。创新技术软包电池测试工装,开启测试新体验。深圳软包电池测试工装图片
高精度软包电池测试工装,为电池质量保驾护航。太原固态软包电池测试工装要求
智能控制系统自动化操作:软包电池测试工装配备了先进的智能控制系统,能够实现对测试过程的全自动控制。用户可以轻松设置测试参数,启动测试程序,并实时监控测试进度和结果。这种自动化操作不仅提高了测试效率,还减少了人为操作带来的误差。故障诊断与报警:智能控制系统还具备故障诊断和报警功能,能够在测试过程中及时发现并处理各种异常情况,确保测试过程的顺利进行。这种智能化的控制方式,不仅提高了工作效率,还降低了设备的维护成本。太原固态软包电池测试工装要求
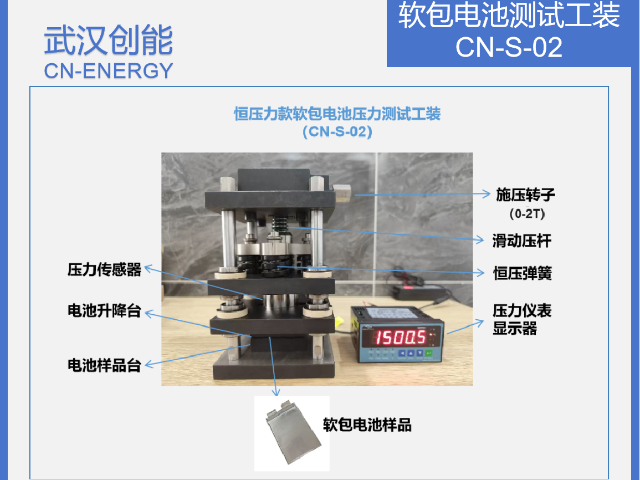
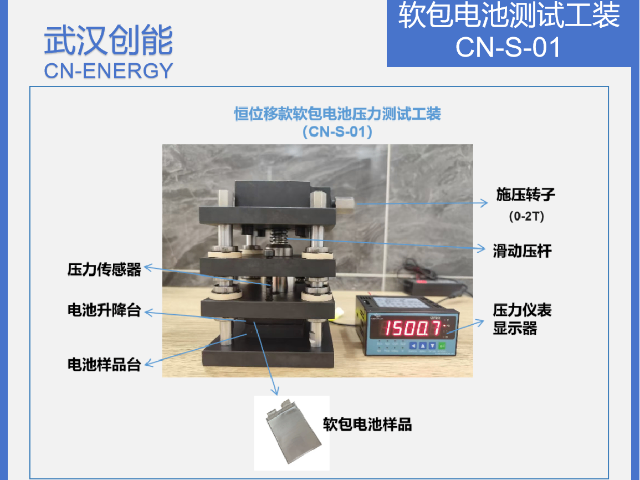
电池固定与定位夹具:材料: 通常选用绝缘、阻燃、耐高温、低释气材料(如PEEK, PTFE, Ceramic, FR4, 高性能工程塑料,金属部分需做绝缘处理)。结构: 需要精确限定电池位置,防止移动导致连接不良或短路。常见结构:上下盖板式: 通过螺丝或快锁机构压紧电池,中间有定位槽/框。适用于各种测试,尤其需要施加压力(如内阻测试)或环境密封时。抽屉/滑轨式: 方便快速放入取出电池。适用于大批量循环测试。适配块式: 针对不同尺寸电池设计可更换的适配块。压力控制 (可选但重要): 对于需要模拟电池组内受力状态或确保极耳良好接触的测试,可集成弹簧、气缸或压力传感器来控制施加在电池表面的压力(需均...
- 长春叠片软包电池测试工装 2026-01-31
- 昆明软包电池测试工装 2026-01-31
- 重庆软包电池测试工装要求 2026-01-31
- 广州恒位移软包电池测试工装公司推荐 2026-01-31
- 石家庄实验室软包电池测试工装测试盒 2026-01-31
- 湖北软包电池测试工装 2026-01-31
- 沈阳高压力软包电池测试工装工艺流程 2026-01-31
- 佛山固态软包电池测试工装公司推荐 2026-01-31
- 北京固态软包电池测试工装 2026-01-31
- 昆明高压力软包电池测试工装公司推荐 2026-01-30
- 成都恒压软包电池测试工装工艺流程 2026-01-30
- 湖北高精度软包电池测试工装要求 2026-01-30
- 海口叠片软包电池测试工装要求 2026-01-29
- 江西高压力软包电池测试工装 2026-01-29
- 福建恒位移软包电池测试工装价格 2026-01-29
- 广州固态软包电池测试工装价格 2026-01-28


- 广州恒位移软包电池测试工装公司推荐 01-31
- 武汉硅电池加压测试公司推荐 01-31
- 石家庄实验室软包电池测试工装测试盒 01-31
- 湖北软包电池测试工装 01-31
- 沈阳高压力软包电池测试工装工艺流程 01-31
- 海口软包电池加压测试 01-31
- 佛山固态软包电池测试工装公司推荐 01-31
- 硅电池加压测试讲解 01-31
- 北京固态软包电池测试工装 01-31
- 云南锂电池加压测试公司推荐 01-31