- 品牌
- 金旺智能
- 型号
- 农药灌装
- 包装材料
- 塑料,玻璃
- 包装类型
- 袋,桶,罐,箱,盒,瓶
- 物料类型
- 液体,粉剂,颗粒
- 加工定制
- 是
- 适用行业
- 医药,日化,化工
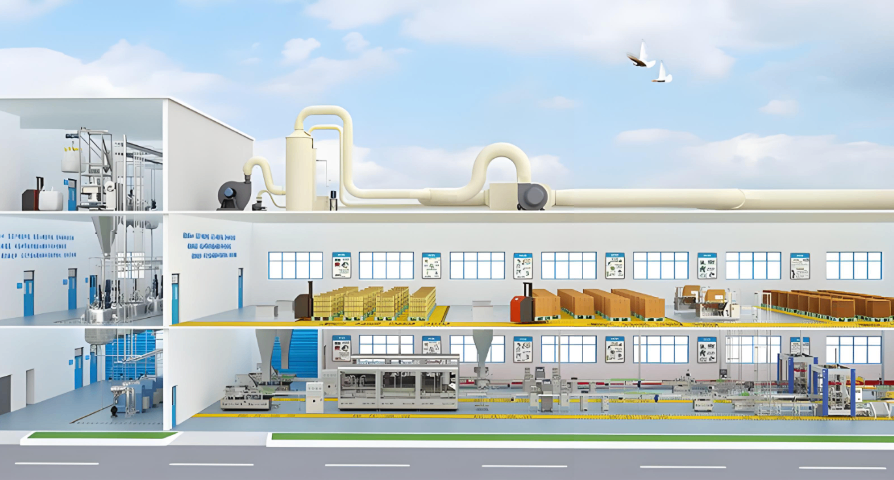
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。5 - 25Kg袋装固体智能生产线是可智能生产5 - 25Kg袋装固体产品的生产线。青州农药灌装机哪里有卖

与智能办公互联互通,打通业务流程数据,促进部门协作,提升办公决策科学性。在金旺智能的企业管理中,生产系统与办公系统互通数据,如生产进度实时同步至销售部门,销售人员可准确告知客户交货期,订单交付准确率从80%提升至98%;财务部门根据生产数据自动核算成本,报表生成时间从3天缩短至1天。某年度案例显示,互联互通使跨部门协作效率提升60%,决策响应时间从24小时缩短至4小时,且通过数据分析优化了生产排程,产能提升28%,充分体现了智能办公与生产系统融合的价值。防腐农药灌装机工厂直销GXH-24C-10H称重式灌旋一体机是集称重与灌旋功能于一体的设备。
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。
针对草铵膦特殊理化性质设计的 生产线, 工艺包含低温粉碎(温度控制-5-15℃)、连续化造粒(双螺杆挤出)、微波灭菌(2450MHz/915MHz可选)。系统采用磁悬浮螺杆输送技术,避免金属污染;配备红外水分监测仪(精度±0.1%),实时调控干燥参数。整线通过FDA/EU GMP认证,关键部件采用PFA涂层处理。创新采用低温结晶技术,产品分解率<0.3%。兼容20-1000L包装规格,年处理能力2.5万吨,满足出口级制剂的无菌化生产要求。作为 专精特新‘小巨人’企业,我们提供‘设备+算法+云平台’三位一体服务,已交付超500个智能工厂项目。咨询《行业解决方案手册》,或直接官网预约 工程师现场勘察。KMD - 1K机器人装箱码垛一体机是利用机器人完成装箱和码垛工作的设备。

针对高浓度 C₃H₈NO₅P母液特性设计的连续化生产系统,主体工艺包括原料计量、在线配伍、动态反应、精密过滤四大模块。 设备含电磁流量计(精度0.2级)、双螺旋锥形混合机(混合时间≤30s)、陶瓷膜过滤器(孔径0.1-1μm)。系统创新采用负压投料技术(真空度-0.09MPa),使粉尘捕集率达99.8%;配置pH/ORP联锁控制系统,确保有效成分含量≥41%。整线耐腐蚀性能 ,关键部件采用哈氏合金材质,可耐受pH 1-14极端工况。配套全自动灌装封口机(速度200瓶/分钟),支持20-500L多种包装规格。年处理能力达5万吨,单位能耗较传统工艺降低25%,满足《GB 22609-2008》环保标准。LP-200NH全自动理瓶机是可对瓶子进行自动化整理排序的机械设备。防腐农药灌装机要多少钱
1 - 5Kg袋装高速智能生产线是能高速、智能生产1 - 5Kg袋装产品的生产线。青州农药灌装机哪里有卖
液体水溶肥是一种采用先进生产工艺制备的液态肥料,其制造过程充分应用了负压投料技术和严格的配方管理系统。在整个生产环节中,原料能够被有效地吸入罐体,确保了投放的准确性,减少了材料浪费。同时,配方管理系统就像一台高灵敏度的电子秤,能够对各种微量元素实施严格控制,确保每一种养分的配比符合规范与需求,为作物的生长提供理想的营养支持。此外,生产液体水溶肥的设备内壁光洁平整,甚至能映出人影。这种设计不仅有效减少了杂质的残留,还提升了肥料的纯净程度,确保产品的高质量。这一切都体现了生产方对产品质量的高度重视和专业素养。青州农药灌装机哪里有卖
- 防爆农药灌装机私人定做 2026-05-17
- 哪家有农药灌装机私人定做 2026-05-17
- 南京性价比高的农药灌装机 2026-05-17
- 30L农药灌装机品牌排行 2026-05-17
- 河南农药灌装机应用范围 2026-05-16
- 南京农药灌装机性能 2026-05-16
- 1000ml农药灌装机联系人 2026-05-16
- 上海农药灌装机联系方式 2026-05-16
- 化工农药灌装机联系人 2026-05-16
- 上海100ml农药灌装机 2026-05-16
- 100ml农药灌装机要多少钱 2026-05-16
- 哪家有农药灌装机厂家推荐 2026-05-16