
- 品牌
- 源奥流体
- 型号
- 齐全
搅拌过程中产生的气泡会对防老化剂的纯度、外观、稳定性、分子量分布以及应用性能等质量指标产生影响,具体如下:纯度:气泡的存在可能导致反应体系中各物质的混合不均匀。在防老化剂的合成反应中,如果原料不能充分接触和反应,会使反应不完全,产生较多的副产物,从而降低防老化剂的纯度。外观:气泡会使防老化剂的外观受到影响。一方面,气泡可能会在产品表面形成气孔或凹坑,影响产品的表面光洁度;另一方面,大量气泡存在于液体防老化剂中,会使产品看起来浑浊不透明,影响产品的视觉品质。稳定性:气泡可能会影响防老化剂的稳定性。气泡的存在相当于在体系中引入了不稳定因素,可能会引发局部的应力集中或化学反应环境的改变。例如,在一些需要长期储存的防老化剂产品中,气泡周围的微小环境可能会加速防老化剂的分解或变质,降低产品的储存稳定性。分子量分布:在聚合型防老化剂的生产中,气泡的存在会干扰聚合反应的正常进***泡周围的微观环境与主体反应体系不同,可能会导致聚合反应速率不一致,从而使防老化剂的分子量分布变宽或出现异常。分子量分布的变化会影响防老化剂的物理化学性能,如溶解性、熔融特性等。应用性能:防老化剂在实际应用中。搅拌器设计之前都要收集哪些参数?浙江销售搅拌器市场价
搅拌器
搅拌桨叶形状和剪切力的关系是什么?一、叶片角度:决定流场方向与剪切强度叶片与旋转平面的夹角是影响剪切力的关键因素。直叶桨(叶片垂直于旋转平面)旋转时,主要推动物料产生径向流,物料高速冲击桨叶边缘与罐壁,形成强剪切作用,适合需高剪切的场景,如颜料分散;斜叶桨(叶片倾斜30°-45°)则同时产生径向流与轴向流,物料与叶片接触时冲击力度减弱,剪切力较直叶桨降低,更适配需温和剪切的固体悬浮场景,如矿石浆混合。二、叶片边缘形态:影响局部湍流与剪切分布叶片边缘的光滑度与结构差异会改变局部剪切效果。光滑边缘桨叶旋转时,物料流动平稳,剪切力分布均匀,适合对剪切敏感的物料混合,如生物制剂;带齿形或缺口的桨叶(如涡轮齿形桨),旋转时会在齿口处产生局部湍流,形成集中且更强的剪切力,能快速打破固体颗粒团聚体,常见于油墨、涂料等需分散细颗粒的生产。三、桨叶数量:关联剪切频次与均匀度相同转速下,桨叶数量越多,物料在单位时间内被桨叶切割、推动的频次越高,剪切力分布更均匀。例如4叶桨在低转速时剪切力易集中于桨叶附近,而6叶桨可让剪切作用覆盖更广区域,适合大容积罐体内的均匀剪切,如化工反应釜的固液混合。 广东户外搅拌器哪家强推进式桨叶有哪些特点?
食品级塑料材质的搅拌器具有卫生、耐腐蚀、绝缘等特点,适用于葡萄糖生产中对卫生要求高、物料腐蚀性强、有特殊物理性质以及对产品质量有严格把控的环节,具体如下:糖化反应环节:糖化反应是将淀粉转化为葡萄糖的关键步骤,通常在酸性条件下进行,使用的酶液对金属离子较为敏感。食品级塑料材质如聚四氟乙烯、聚丙烯等具有良好的耐腐蚀性和化学稳定性,不会与酸液和酶液发生反应,也不会释放金属离子,能避免对酶的活性产生影响,保证糖化反应的顺利进行。同时,其表面光滑,不易吸附物料和微生物,便于清洁,可防止杂菌污染,满足食品级生产的卫生要求。离子交换精制环节:在葡萄糖的精制过程中,需要通过离子交换树脂去除溶液中的杂质离子。此时,溶液中含有各种酸碱盐等电解质,食品级塑料搅拌器具有良好的绝缘性能,不会干扰离子交换过程,且能耐受酸碱溶液的腐蚀。此外,塑料材质不会向溶液中引入额外的金属离子,有助于提高葡萄糖的纯度。结晶环节:葡萄糖结晶过程需要精确控制温度、浓度和搅拌速度等参数。食品级塑料搅拌器的低热导率可以减少搅拌过程中热量的散失,有利于维持结晶所需的温度条件。而且,塑料材质不会与葡萄糖溶液发生化学反应。
源奥网状消泡桨叶相对于常见消泡桨叶有什么优势?增加泡沫破碎的接触面积细金属网的密集网孔(如100-200目)可对泡沫形成“物理切割”——泡沫通过网孔时,液膜被强制撕裂,相比普通桨叶的“钝性撞击”,破碎效率更高,尤其对小粒径泡沫(直径<5mm)的破碎效果更明显。捕捉并抑制泡沫合并金属网的孔隙可“截留”泡沫,防止小泡沫合并成大泡沫(大泡沫更难消除),同时网孔的毛细管作用可加速泡沫液膜的排液(液膜变薄后更易破裂),从泡沫生成的源头(合并)抑制泡沫增长。搅拌流场与消泡的协同性二叶直叶桨的轴向/径向流场可将液面泡沫“裹挟”至金属网区域,强制泡沫与网孔接触;相比使用消泡桨(多为圆盘+齿形结构),这种设计的搅拌功耗可能更低(镂空结构减轻桨叶重量,直叶桨的扭矩系数较小)。结构灵活性与成本优势可基于现有二叶桨改造,无需定制使用消泡桨,改造成本低;金属网材质(如316L不锈钢、钛网)可根据体系腐蚀性选择,适配酸性、碱性等复杂工况。配合源奥节能桨YO4轴流型桨叶使用,同时解决了,消泡桨叶覆盖面不足的情况,消泡效果更佳。 搅拌器的能耗与哪些因素密切相关?

搅拌器高压与真空环境下密封结构的设计差异有哪些?搅拌器密封结构的设计关键,取决于环境压力差的方向与密封优先级,高压与真空环境的本质压力特性差异,直接决定了二者在设计要求上的明显不同。从密封目标看,高压环境中搅拌器内部压力远高于外部,密封关键是“防介质外泄”,需抵御高压介质对密封面的冲击与渗透,避免物料损失或安全风险;真空环境则相反,内部处于低气压状态,外部常压空气易渗入,密封关键是“防外界侵入”,需阻断空气、水汽或杂质进入,防止破坏真空度或污染物料。在结构选型上,高压环境常用“抗挤压型密封”,如单端面/双端面机械密封,通过增强密封面比压(如加大弹簧力)、优化静环与动环的贴合精度,配合金属波纹管等抗变形结构,抵御高压下的密封面分离;真空环境更依赖“低泄漏型密封”,优先选用磁流体密封、焊接金属波纹管密封,这类结构无接触磨损、泄漏率极低(可低至10⁻⁹Pa・m³/s),同时避免使用易藏气的拼接结构,减少真空死角。材料要求也存在差异:高压密封材料需兼顾“耐高压强度”与“介质兼容性”,如动环常用硬质合金(碳化钨)、静环用浸锑石墨,密封圈选耐挤压的氟橡胶;真空密封材料则侧重“低放气率”。 粘性物料搅拌时,桨叶离底高度设计有何讲究?上海本地搅拌器
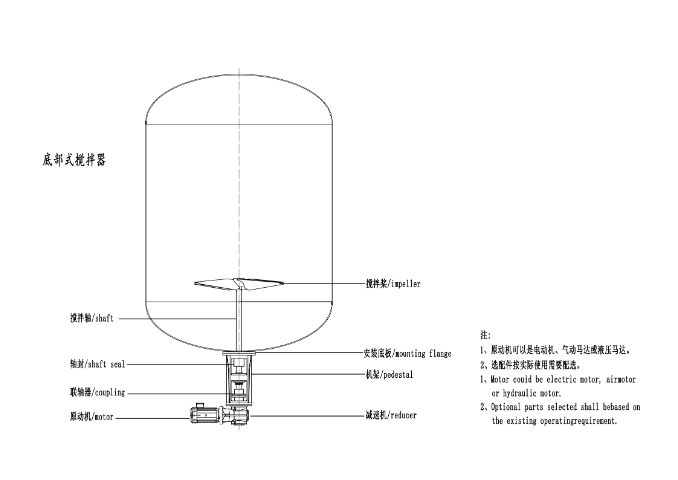
底部搅拌形式的优点和缺点有哪些?浙江销售搅拌器市场价
搅拌器在糖浆脱色过程中,速度调整的频率一般是多少?依据工艺阶段初始混合阶段:在脱色开始的5-10分钟内,可能需要每隔1-2分钟就观察一下混合情况,并适当调整搅拌速度,使脱色剂与糖浆快速均匀混合。当观察到脱色剂基本均匀分散在糖浆中后,可降低调整频率。反应进行阶段:此后的20-30分钟内,一般每5-10分钟根据反应情况调整一次即可。例如使用活性炭脱色时,若发现颜色变化不明显,可适当提高搅拌速度;若颜色变化过快,有过度脱色趋势,可降低搅拌速度。接近反应平衡时,调整频率可进一步降低,每10-15分钟检查调整一次。收尾阶段:在脱色即将完成的**后5-10分钟,通常只需要检查一次搅拌速度,确保维持基本的混合状态,防止沉淀即可。依据物料特性糖浆黏度:如果糖浆黏度较高,在加入脱色剂后,**初的10-15分钟内,可能需要每隔2-3分钟就调整一次搅拌速度,以找到合适的搅拌力度使脱色剂分散。随着搅拌的进行,可逐渐延长调整间隔,到后续每5-8分钟调整一次。若糖浆黏度较低,调整频率相对较低,开始时可能每3-5分钟观察调整一次,后续每8-10分钟调整一次。糖浆浓度:浓度高的糖浆在脱色时,开始阶段可能每2-4分钟就要调整速度,使脱色剂充分渗透。浙江销售搅拌器市场价
- 安徽苯酐预处理釜搅拌器拆装 2026-05-16
- 种子罐搅拌器参考价 2026-05-16
- 湖北叔丁醇那搅拌器参考价 2026-05-16
- 湖北节能搅拌器联系方式 2026-05-16
- 辽宁聚酯多元醇搅拌器厂家报价 2026-05-16
- 浙江反应池搅拌器 2026-05-16
- 广东聚氨酯搅拌器电话 2026-05-16
- 浙江销售搅拌器价格查询 2026-05-16
- 辽宁环保水处理搅拌器哪个好 2026-05-16
- 山东酯化釜搅拌器销售价格 2026-05-16
- 安徽生化池搅拌器价格查询 2026-05-16
- 江苏化工搅拌器定制 2026-05-16


