- 品牌
- 伊比精密科技有限公司
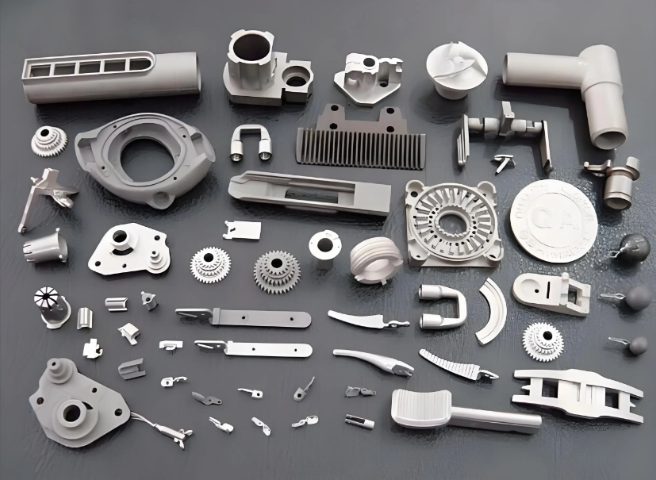
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
伊比精密的行业技术地位,不仅源于单一成型工艺的精湛,更在于其提供“材料-工艺-后处理”一体化解决方案的能力。公司技术体系覆盖了从粉末制取、喂料研发、精密成型、烧结控制到后续热处理、表面精饰(如钝化、PVD涂层)的全链条。这种垂直整合的技术能力,使其能深度参与客户产品的前期设计,从可制造性(DFM)源头优化产品结构,缩短开发周期,并确保性能。这种以整体解决方案的技术服务模式,已成为其区别于普通代工厂的核心竞争力。华东伊比凭借先进金属注射成型,为航空航天产业贡献强度高的关键组件。淮安金属注射成型工艺

该技术为硬质合金(如钨钴类)小型精密耐磨工具和零件的生产开辟了新路径。传统硬质合金主要依靠压制烧结,形状受限。MIM技术通过将超细硬质合金粉末与粘结剂混合,能够注射成型出具有复杂刃口、内腔或精细齿形的整体刀具(如微钻、铣刀)或耐磨零件。经过脱脂和烧结,产品相对密度可超过97%,硬度高,耐磨性优异。它在IT电子行业微型钻头、精密模具镶件等对形状和耐磨性有双重要求的领域优势明显,实现了耐磨工具从“可加工”到“可复杂成型”的转变。连云港金属注射成型平台华南伊比通过精密注射成型,助力通信设备实现更稳定的结构连接方案。

对于钨基、钼基等高比重合金,金属注射成型技术能够高效地制造小型化、异形化的高密度零件。这类合金密度可达17-19 g/cm³,常用于航空航天、医疗器械中的配重块、惯性元件或辐射屏蔽件。传统加工高比重合金极其困难且浪费材料。MIM技术使用微细合金粉末,可以成型出具有曲面、凹槽或内部结构的复杂零件,材料利用率高。烧结后产品密度接近理论值,满足配重和屏蔽的物理要求。此工艺特别适合生产对重量和空间有严苛要求的精密仪器仪表内的微型配重或屏蔽组件。
金属注射成型工艺的挑战在于平衡尺寸精度、材料性能与生产成本。伊比精密通过攻克“脱脂-烧结”过程中的变形与公差控制难题,建立了高技术壁垒。其采用多段式催化脱脂与梯度烧结技术,有效抑制了产品因内应力释放不均导致的翘曲与开裂,尤其在大尺寸或超薄壁复杂零件制造上表现。公司对工艺窗口的精细控制能力,使得其技术稳定性远超行业平均水平,从而将金属注射成型从常规零件制造领域,提升至可替代部分精密机加与熔模铸造的高附加值领域,为行业树立了新的技术技术概要。金属注射成形技术有助于简化传统多零件组装的结构,提升效率。

金属注射成型企业经常需要应对来自不同客户的定制化生产需求。这些需求可能体现在产品结构、材料选择、性能指标或外观效果等多个维度。当面对一个全新或结构特殊的零件订单时,企业需要启动一套工程应对流程。这通常始于项目可行性评估,分析零件图纸的成型难点、材料实现的可能路径以及初步的成本估算。以伊比精密为例,其工程团队会与客户进行技术沟通,明确所有关键要求。随后,进入样品开发阶段,通过设计并制造模具、调试工艺参数来制作出首批样品,并对其进行尺寸测量、性能测试,以验证是否满足客户规格。这个过程可能需要多轮的调整与优化。在样品获得认可后,才转入小批量试产和后期的量产爬坡阶段。这种从零开始、逐步验证直至稳定生产的工程化应对能力,是金属注射成型企业承接非标定制订单、服务多样化市场所必需的。华中区域的注射成型技术,为汽车燃油系统成功制造出结构复杂的金属喷嘴。湖南金属注射成型工艺流程
伊比通过金属注射成型,为电子产品开发结构精巧的金属连接部件。淮安金属注射成型工艺
金属注射成型行业的技术发展,离不开行业内主要参与者的持续实践与探索。伊比精密作为该领域的积极实践者,其技术发展路径具有一定的行业代表性。在材料与工艺的匹配性研究方面,相关企业需要投入大量资源。其重点在于针对不同的金属粉末特性,开发与之相适应的粘结剂体系与脱脂工艺。通过构建从喂料制备、注射成形到烧结后处理的全流程技术体系,企业能够有效应对产品尺寸控制、微观组织均匀性等共性技术挑战。例如,针对微型精密零件的制造需求,必须在粉末粒度分布、模具精度及烧结变形控制等环节实现协同优化。面对下游应用领域不断提出的轻量化、集成化需求,相关技术体系也在向功能化方向拓展。通过材料配方设计或复合工艺路线,尝试在单一零件上融合多种性能,例如结构强度与导热性的结合。淮安金属注射成型工艺
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标...
- 泰州金属注射成型加工 2026-02-27
- 山东金属注射成型生产厂家 2026-02-27
- 智能家具金属注射成型结构 2026-02-27
- 汕头医疗金属注射成型 2026-02-27
- 南通智能眼镜金属注射成型 2026-02-27
- 铝金属注射成型配件 2026-02-27
- 中山钛金属注射成型 2026-02-27
- 河北金属注射成型有多少 2026-02-27
- 广东金属注射成型平台 2026-02-27
- 江苏附近金属注射成型 2026-02-27




- 云浮金属注射成型市场价格 2026-02-27
- 清远金属注射成型原理 2026-02-27
- 全国金属注射成型怎么样 2026-02-27
- 中山精密金属注射成型 2026-02-27
- 浙江附近金属注射成型 2026-02-27
- 阳江金属注射成型强度 2026-02-27



- 南通智能眼镜金属注射成型 02-27
- 铝金属注射成型配件 02-27
- 中山钛金属注射成型 02-27
- 河北金属注射成型有多少 02-27
- 广东金属注射成型平台 02-27
- 江苏附近金属注射成型 02-27
- 巨型金属注射成型强度 02-27
- 湖南3C金属注射成型 02-27
- 铁金属注射成型 02-27
- 广东金属注射成型 02-27