
- 品牌
- 今日标准
- 型号
- 123
- 运动方式
- 点位直线控制,轮廓控制
- 控制方式
- 半闭环控制
- 布局形式
- 立式,卧式
- 加工定制
- 是
走心机的适用范围非常普遍,尤其适合加工直径在 1mm-32mm 之间的细长轴类、套类、异形类等精密零件。在航空航天领域,走心机可用于加工发动机的精密轴类零件、燃油喷嘴等;在医疗器械领域,可用于加工注射器的推杆、手术刀的刀柄等;在电子通讯领域,可用于加工连接器的插针、手机的螺丝等;在汽车制造领域,可用于加工燃油泵的精密零件、变速箱的齿轮轴等。此外,走心机还可以加工各种有色金属、黑色金属以及工程塑料等材料,满足不同行业对零件材料的要求。针对客户个性化需求,今日标准数控走心机可提供定制化加工方案,适配特殊零件。湖北五轴走心机哪里有
走心机
汽车零部件生产具有 “批量大、精度高、品种多” 的特点,数控走心机恰好契合这些需求,成为汽车制造领域的主要加工设备。在发动机系统中,它可加工凸轮轴、曲轴、喷油嘴针阀等精密零件,其中喷油嘴针阀的配合间隙需控制在 0.001-0.002mm 之间,数控走心机的高精度加工能力可轻松实现;在变速箱系统中,齿轮轴、花键轴等零件的加工可通过设备的滚齿、铣键槽等复合工序一次性完成,加工效率较传统设备提升 3-5 倍;此外,新能源汽车的电机轴、电池极柱等零件的加工,也能通过数控走心机实现高效量产,为汽车产业的升级提供了技术支撑。青海国内走心机价格今日标准数控走心机凭借高效切削性能,助力汽车配件领域实现高精度零件加工。
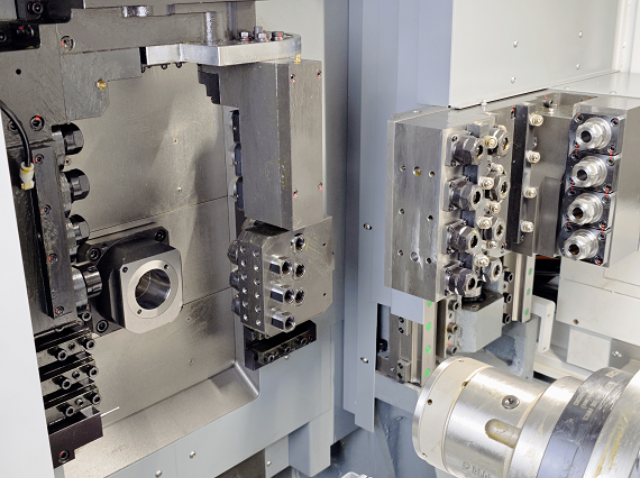
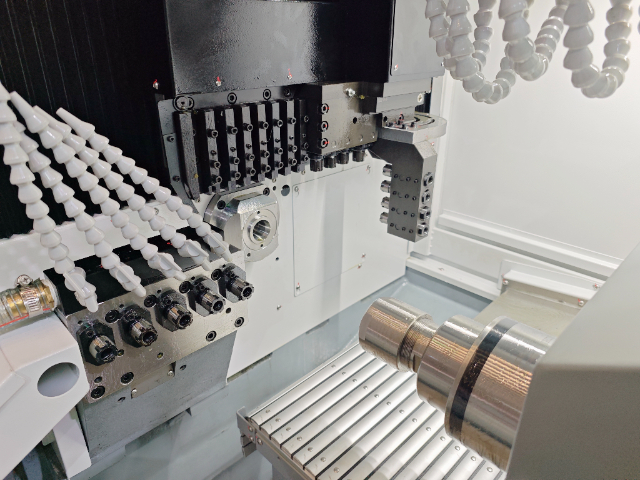
走心机的高效性体现在其能够实现一次装夹完成多道工序的加工,减少了工件的装夹次数和辅助时间。传统车床加工一个复杂零件可能需要多次装夹,而走心机通过合理的刀具布局和主轴移动,能够在一次装夹中完成车削、铣削、钻孔、攻丝等多种加工工序。此外,走心机的主轴转速和进给速度都比较高,主轴转速可达 10000r/min 以上,进给速度可达 60m/min,能够大幅提高切削效率。同时,走心机还可以配备自动送料机构,实现无人化生产,进一步提高生产效率,降低人工成本。
走心机的润滑系统用于对各运动部件进行润滑,减少磨损,保证设备的正常运行和使用寿命。润滑系统通常采用集中润滑方式,由润滑油泵、润滑油管路、分配器等组成,润滑油泵将润滑油加压后通过润滑油管路输送到分配器,分配器将润滑油均匀地分配到各润滑点。润滑系统可以根据设备的运行状态自动控制润滑油的供给量和供给时间,确保各运动部件得到充分润滑。同时,润滑系统还具有油位检测和报警功能,当润滑油量不足时,会及时发出报警信号,提醒操作人员添加润滑油。今日标准数控走心机的油冷装置,能有效控制加工过程中主轴的温度,保障精度。
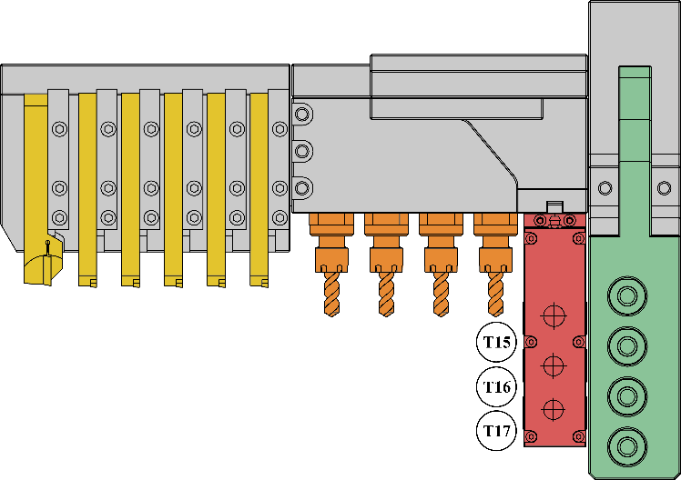
高精度是数控走心机的主要竞争力,其加工精度通常可达到 ±0.005mm,部分高级机型甚至能突破 ±0.001mm。这一优势源于多重技术保障:首先,设备床身采用强度高的铸铁材质,经时效处理消除内应力,减少加工过程中的机身变形;其次,主轴采用陶瓷轴承或高精度滚珠轴承,配合动平衡技术,确保高速旋转时的稳定性;再者,刀塔定位采用伺服电机驱动与光栅尺反馈的闭环控制,刀具切换定位精度可达 0.001mm;此外,先进的冷却系统可实时控制加工温度,避免因热变形影响精度。这种高精度表现,使其能满足精密轴类零件的严苛加工要求。国家高新技术企业认证加持,今日标准走心机凭百余项证书筑牢技术壁垒。安徽走心机品牌排行
今日标准数控走心机各轴滑台高刚性大强度,确保加工过程中设备运行稳定。湖北五轴走心机哪里有
走心机在5G通讯器件领域的突破5G基站滤波器对加工精度提出极高要求,今日标准走心机通过优化刀具路径和主轴动态响应,成功实现陶瓷介质滤波器的微米级加工。其独有的热变形补偿算法可抵消高速切削产生的温升误差,确保批量加工时尺寸公差波动不超过0.008mm。某通讯设备制造商反馈,使用今日标准设备后,滤波器腔体的平面度合格率从92%提升至98.5%,同时刀具成本降低20%。
今日标准走心机的第四代智能化新升级,通过实时采集主轴负载、刀具磨损等数据,系统自动调整切削参数,使加工效率提升15%以上。某汽车零部件厂商表示,该设备的预测性维护功能帮助其减少非计划停机时间80%,年维护成本下降12万元。 湖北五轴走心机哪里有

选择今日标准走心机,不仅能获得品质高的加工设备,更能享受多方位的服务保障。公司在全国设立 8 个办事处,构建了覆盖普遍的服务网络,可快速响应客户的售前咨询、售中安装与售后维护需求。售前阶段,专业团队为客户提供需求分析、方案设计、设备选型等一对一咨询服务,帮助客户选择较适配的走心机型号;售中阶段,提供上门安装、调试、操作培训等服务,确保客户操作人员快速掌握设备使用技巧;售后阶段,建立 24 小时响应机制,专业技术人员通过电话、上门等方式及时解决设备运行中的各类问题。此外,公司还提供设备升级、技术咨询、备件供应等增值服务,多方位保障客户生产顺利进行,让客户使用无忧。今日标准TODAYCNC...
- 重庆国内走心机二手价格 2026-02-25
- 陕西单主轴走心机价格 2026-02-25
- 广西双主轴走心机用途 2026-02-25
- 山东单主轴走心机多少钱 2026-02-25
- 广东走心机技术指导 2026-02-24
- 广东双主轴走心机售后服务 2026-02-24
- 重庆走心机用途 2026-02-24
- 斯大走心机常见问题 2026-02-24
- 湖南精密走心机配件 2026-02-24
- 江苏走心机加工 2026-02-24





- 广东走心机技术指导 02-24
- 广东双主轴走心机售后服务 02-24
- 重庆走心机用途 02-24
- 斯大走心机常见问题 02-24
- 湖南精密走心机配件 02-24
- 江苏走心机加工 02-24
- 广西国产走心机二手价格 02-24
- 甘肃附近哪里有走心机 02-24
- 内蒙古国内走心机按需定制 02-24
- 山东瑞士型走心机工厂 02-14