- 品牌
- 金旺智能
- 型号
- 智能工厂
- 产地
- 常州
- 可售卖地
- 全国
- 是否定制
- 是
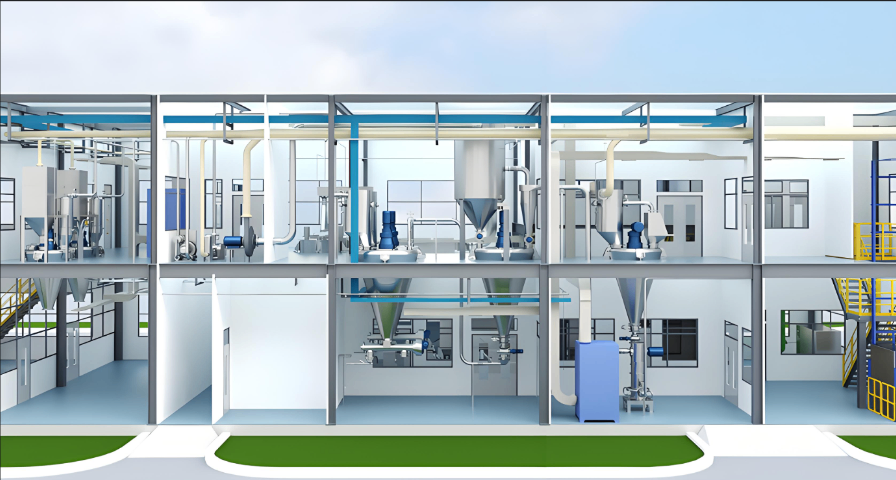
包装车间是对产品进行包装作业,配备各类包装设备与流程的生产场所。在金旺智能设计的包装车间中,按GMP标准分区布局,包含理瓶区、灌装区、贴标区、码垛区等,各区域通过输送线连接,实现全流程自动化。车间内设置除尘系统,粉尘浓度控制在2mg/m³以下;空调系统维持恒温恒湿(温度22±2℃,湿度55±5%),确保包装质量稳定。某农药包装车间案例显示,该布局使包装效率达300瓶/分钟,比传统车间提升5倍,且因流程优化,包装材料损耗率从3%降至0.8%,每年为企业节省成本超百万元。江苏金旺智能科技有限公司设有固体加工车间,专注农化制剂智能工厂服务 。山东好用的制剂无人化智能工厂

江苏金旺智能成立于2005年,专注于农化制剂智能工厂的全流程服务,是一家智能企业。公司始终将技术创新作为核心竞争力,致力于满足快速变化的市场需求,以科技推动行业进步。为此,公司汇聚了一支专业的研发团队,团队成员在智能研磨、负压投料、数字孪生等多个技术领域取得了重大的突破,积极研发新产品和新工艺。凭借其研发能力,金旺智能获得了数百项专利授权,这不仅为公司的产品提供了技术保障,也为行业的发展提供了支撑。作为国家高新技术企业,金旺智能先后承担了多个科研项目,展现了其在科研领域的实力与影响力。此外,公司积极参与行业标准的制定,努力推动行业规范化和标准化发展。通过持续的技术创新与成果转化,金旺智能不仅提升了自身的市场竞争力,也助力农业现代化,为推动农化行业的可持续发展贡献了积极力量。安徽化工制剂无人化智能工厂江苏金旺智能2005年成立,专注农化制剂智能工厂全流程,属高新企业 。
山东成欣是一家专注于化工领域的企业,集研发和生产于一体,为市场提供多样化的化工产品。金旺智能为其量身打造的化工原料智能生产线,采用了全密闭投料和合理计量技术。在粉体原料处理过程中,密闭投料系统有效将车间粉尘浓度控制在1mg/m³以下,计量误差则维持在±0.5%以内,从而确保了产品质量的稳定性。此外,生产线还配备了自动化输送与存储系统,使得物料周转效率提升了60%,仓储空间利用率更是提高了4倍。依托这条高效的生产线,山东成欣的化工原料年产能达到了2万吨,产品纯度超过99%,广泛应用于多个工业领域,企业的经济效益和社会效益均大幅提升。
浙江禾本固体车间项目是建设固体产品生产车间,提升产能、保障质量的产业项目。金旺智能为该项目规划设计了全自动化固体生产线,包含负压投料、双螺杆混合、流化床干燥等工艺,其中负压投料使原料损耗率从3%降至0.5%,混合均匀度CV值≤2%,干燥后的产品水分含量控制在0.5%以下。车间按GMP标准建设,设置除尘、空调系统,确保生产环境符合要求。项目建成后,固体产品产能提升3倍,达1.2万吨/年,产品合格率从90%提升至99.5%,同时因环保措施到位,车间粉尘与废气排放均优于国家标准,实现了产能与质量的双重提升。设备效率及档案数据化管理是将设备效率指标与档案信息数字化,为设备全生命周期管理提供依据。

南通江山是化工行业的企业,专注农药、化工产品研产销,为农业及工业提供多元产品。金旺智能为其设计的农药智能生产线,集成负压投料、智能混配等技术,在除草剂生产中,负压投料使原料损耗率从3%降至0.8%,智能混配系统确保各成分比例合理,产品除草效果稳定;同时,生产线配套智能运维平台,通过振动传感器等设备提前识别设备故障,设备停机时间减少70%。南通江山借助该生产线,农药年产能提升至5万吨,产品覆盖除草剂、杀虫剂等多个品类,市场占有率稳居行业前列。与智能加工互联互通,实时共享设备参数与进度数据,协同调度工序,提升生产效率。吉林化工制剂无人化智能工厂
金旺智能秉持“为客户、员工、社会创价值”的初心,深耕农化智能工厂服务 。山东好用的制剂无人化智能工厂
智能运维则是利用智能化手段进行设备维护的工作方式。在化肥生产车间,智能运维系统如同“24小时监控员”,通过振动传感器实时监测粉碎机轴承状态。一旦振动值超过预设阈值,系统会立即自动报警并推送维修工单,响应时间从传统的2小时大幅缩短至5分钟。某企业引入智能运维后,设备故障停机时间减少了80%,平均维修时间从4小时缩短至1.5小时,运维成本下降了35%。同时,借助大数据分析优化维护策略,关键设备的使用寿命延长了2倍,真正实现了“预测性维护、准确化运维”。山东好用的制剂无人化智能工厂
- 好用的制剂无人化智能工厂便宜的 2026-05-16
- 制剂无人化智能工厂哪个牌子好 2026-05-15
- 广西本地制剂无人化智能工厂 2026-05-14
- 西藏售后好的制剂无人化智能工厂 2026-05-13
- 浙江好用的制剂无人化智能工厂 2026-05-13
- 湖南本地制剂无人化智能工厂 2026-05-13
- 北京全自动制剂无人化智能工厂 2026-05-12
- 性价比高的制剂无人化智能工厂销售厂 2026-05-11
- 哪里有制剂无人化智能工厂多少钱 2026-05-11
- 宁夏售后好的制剂无人化智能工厂 2026-05-11
- 河南全自动制剂无人化智能工厂 2026-05-11
- 重庆哪里有卖制剂无人化智能工厂 2026-05-11


